


我们为您准备了值得信赖的20Cr精密管经销商产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:值得信赖的20Cr精密管经销商的图文介绍
您好,感谢您在万千 广东江门冷轧精密无缝钢管中您找到了我们,关于 广东江门冷轧精密无缝钢管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


广东江门精密钢管在热处理工艺中淬火工序造成的废品率往往较高,这主要是在淬火过程中,同时形成较大 的热应力与组织应力,此外,由于广东江门精密钢管内在的冶金缺陷、选材不当,错料、设计上的结构工艺 性差、冷、热加工过程中形成的缺陷等因素,均容易在淬火、回火工艺中暴露出来,因此对零部件 淬火、回火后的缺陷必须进行系统的分析与调查。 淬火变形与淬火裂纹 在实际生产中,应该根 据淬火变形与淬火裂纹的形成原因采取有效的措施。广东江门精密管热处理尽管做到均匀加热及正 确加热:工件形状复杂或截面尺寸相差悬殊时,常因加热不均匀而变形。为此,工件在装炉前,对 不许淬硬的孔及截面突变处,应采用石棉绳堵塞或绑扎等办法,以改善其受热条件,对一些薄壁圆 环等易变形零件,可设计特定淬火夹具,。这些措施既有利于加热均匀,又有利于冷却均匀。工件 在炉内加热时,应均匀放置,防止单面受热,应放平,避免工件在高温塑形状态因自重而变形。对 细长零件及袖类零件尽量采用井式炉或盐炉垂直悬挂加热。限制或降低加热速度,可减少工件截面 温差,使加热均匀。因此对大型锻模、高速钢及高合金钢工件,以及形状复杂、厚薄不匀、要求变 形小的零件,一般都采用预热加热或限制加热速度的措施。合理选择淬火加热温度,也是减少或防 止变形、开裂的关键。






1、由于广东江门精密管在不同的工作条件下对性能的要求不同,因此对于同一种管件经常采用不同 的热处理工艺以满足使用性能的要求;不锈钢管件形状复杂,壁厚不均,在铸造过程中易形成粗大 的晶粒组织,因此固溶处理和时效时间应较长。 2、冷拔深加工时易产生磨擦热量,所以使用耐压、耐热性高不锈钢管,同时成型加工结束后应除 掉表面附着的油。 3、精密不锈钢管焊接之前应彻底除掉有害于焊接的绣、油、水分、油漆等,选定适合钢种的焊条 。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊接完后,为了防止局部腐蚀或 强度下降,应对表面进行眼膜处理或清洗。 4、由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才 能不发生切变不良和加工硬化,采用等离子或激光切割,当不得不采用气割或电弧切割时,对热影 响区进行研磨以及必要进行热处理。 5、广东江门精密钢管在固溶处理时,应对水温进行控制,水温过低,会在管件中形成大的淬火应力,易导 致管件变形和开裂;水温过高,会减弱淬火所应起到的使固溶体达到充分过饱和状态的作用,从而 使固溶后的时效处理不能发挥其应有的强化作用。



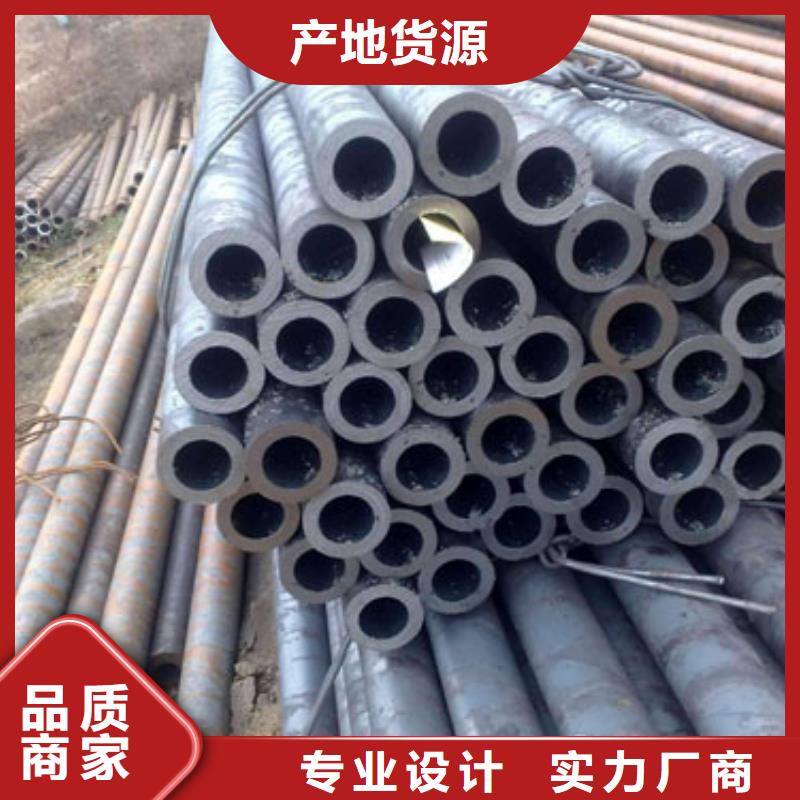
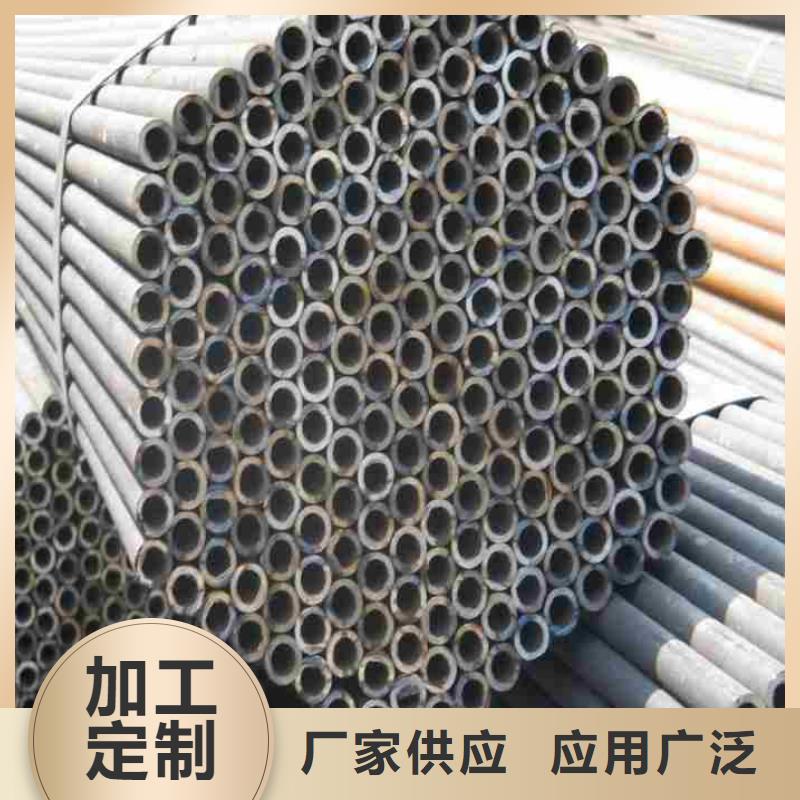
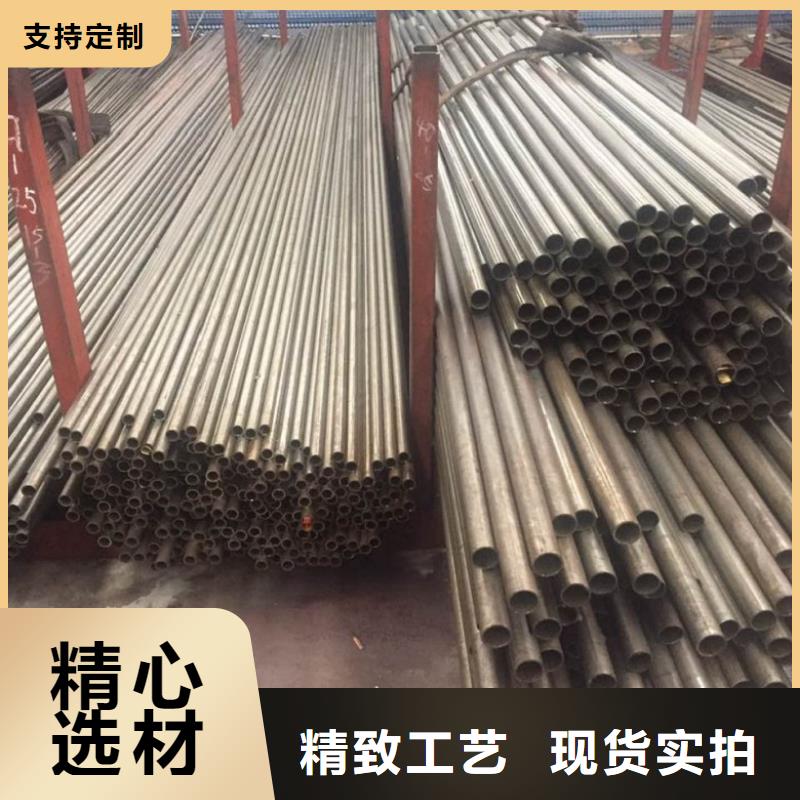
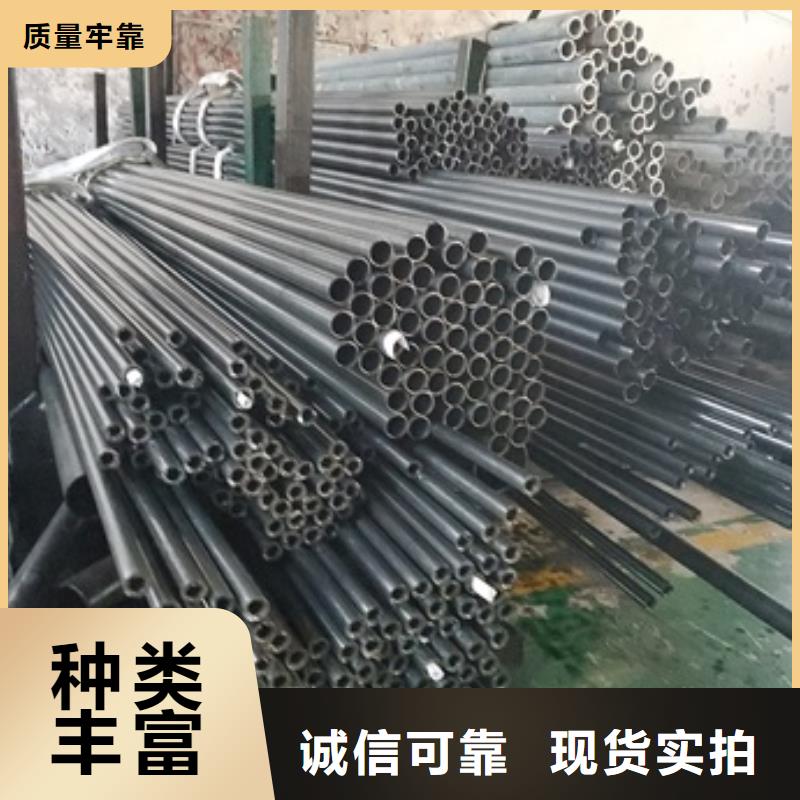
广东江门精密管的原料是广东江门精密管坯,广东江门精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.广东江门精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,广东江门精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 广东江门精密管分热轧和冷轧(拨)广东江门精密管两类。
