



更新时间:2024-11-18 12:48:40 浏览次数:5 公司名称:聊城 浩融金属制品厂有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |


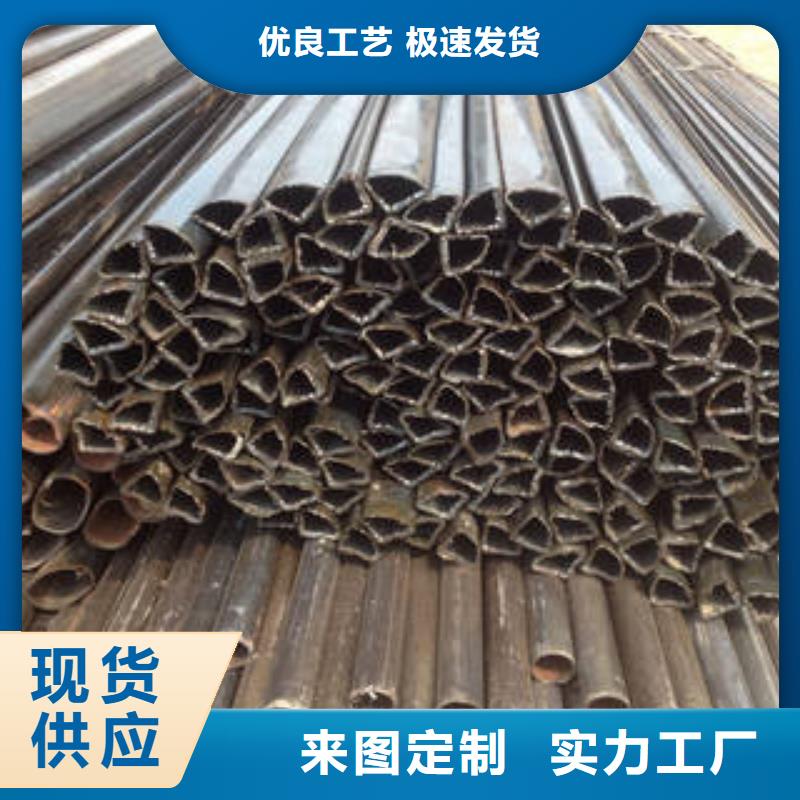

异型管焊接优点
优点:
(1)可将入热量降到*低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦*低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至*低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;


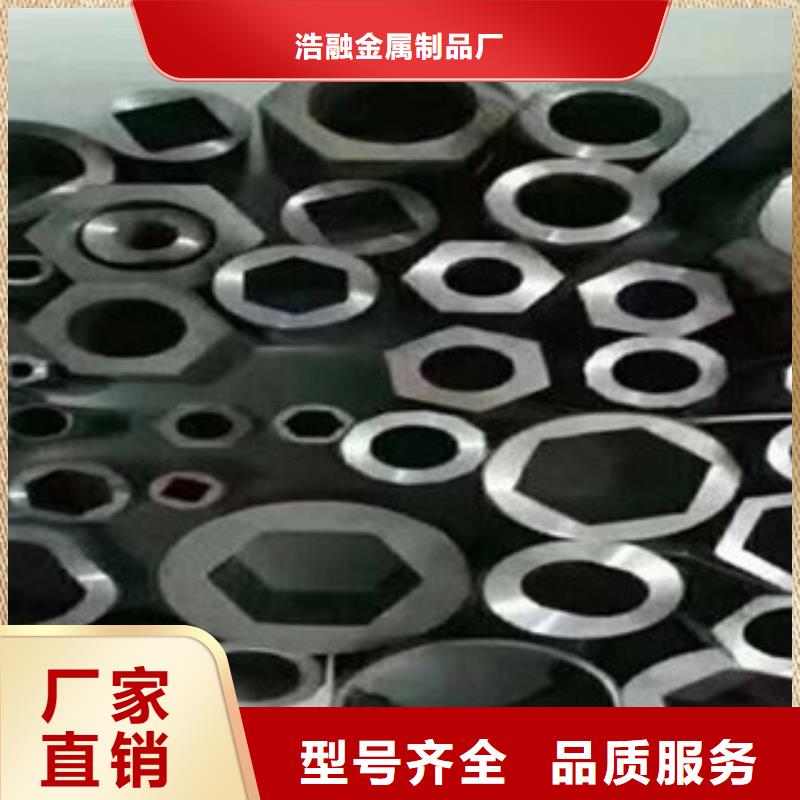
异型管冷弯成型的工艺要点
(一)量元素
为了提高异型管焊接的抗冷裂性能和低温韧性,降低含碳量是很有效的措施。但是,降低含碳量又会影响钢材的强度。为了弥补这一缺陷,在钢材冶炼过程中,可通过加入多种量元素,特别是B等能对材料淬透性有强烈影响的元素,来提高材料的淬透性。这样处理的调质钢,不仅具有足够高的强度,而且具有良好的塑性和韧性。所以为了达到相同的强度,高强钢所需的合金元素含量比正火钢低,热影响区淬硬倾向小,冷裂纹敏感性低。S、P和杂质对加工性能有一定的影响,其中非金属夹杂物在轧制时会沿轧制方向形成纤维状组织,在辊式冷弯成型时易产生边角部裂纹。
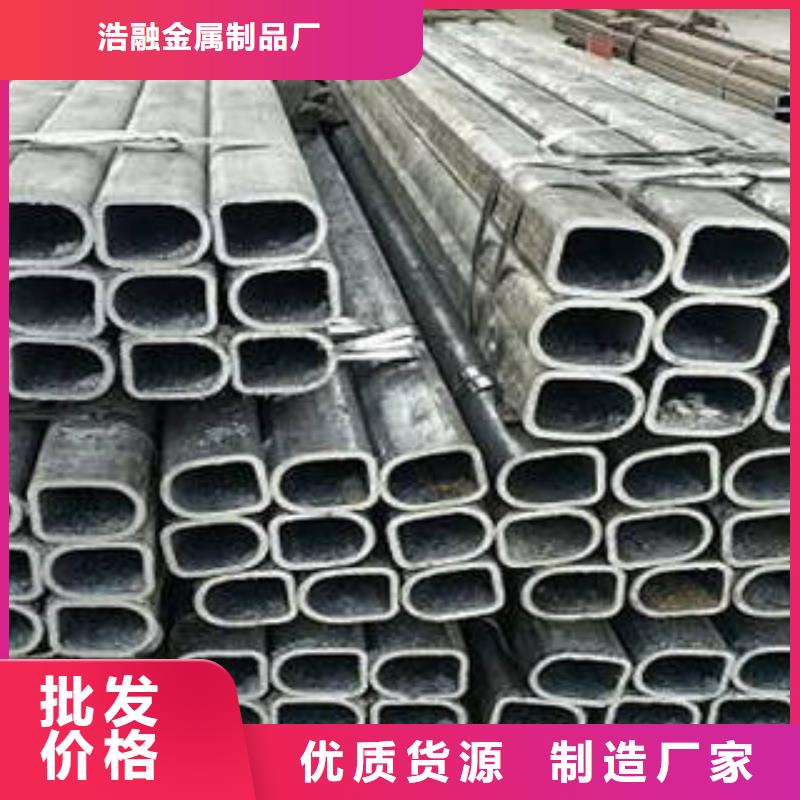
(二)冷弯缺陷
异型管冷弯成型过程是一个十分复杂的过程,如果设计不合理,在调试过程中会出现边部波浪,袋形波,纵向弯曲,角部皱褶,裂纹及扭曲等变形缺陷,这些问题往往在调试生产过程中才能发现,而一旦发现这些问题必须很好地解决,否则变形缺陷的存在会进一步破坏异型管钢板的冷弯成型工艺性。



冷成型性能
材料的应力状态对冷成型工艺的影响,当板材比较薄时,材料在厚度方向变形比较容易,径向材料应变值小,沿厚度方向的应力也较小,其受力接近于平面状态。而厚板由于沿厚度方向的收缩变形受到很大的限制,进行冷弯加工时,在异型管的表面易形成小裂纹,裂纹处形成三向应力,即所谓的平面应变状态使材料变脆,产生断裂。另外,材料表面的温度冷硬化现象较薄板明显,硬度过高也是造成在冷弯加工中发生断裂的原因,部分材料虽然没有折断,但是其冷弯表面已经有明显的裂纹,一旦使用会存在潜在危险。



以下是 江西钢板的详细介绍页面,由于浩融金属制品厂有限公司 江西钢板产品种类较多,具体 江西钢板产品价格请致电,以电话中实际报价为准。


异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。


