

以下是:人行道护栏安装的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电联/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 99999999999 |
| 运费说明 | 电联 |
| 材质 | 201不锈钢 |
| 产地 | 芜湖 |
| 规格 | 25-102 |
| 类型 | 不锈钢复合管 |
| 颜色 | 不锈钢本色 |
| 品牌 | 卓越 |
| 型号 | 1.5-5 |
| 可定制 | 可定制 |
以下是:人行道护栏安装的图文视频



【导语】:人行道护栏安装,卓越不锈钢复合管护栏有限公司为您提供人行道护栏安装产品案例,联系人:兰经理,电话:400 099 8007、15357893298,QQ:1107233049,发货地:芜湖弋江区高新技术开发区恒昌路10号发货到浙江省 嘉兴市 南湖区、秀洲区、嘉善县、海盐县、海宁市、平湖市、桐乡市。 浙江省,嘉兴市 2022年,嘉兴市生产总值(GDP)6739.45亿元,比上年增长2.5%。产业增加值144.01亿元,增长2.4%;第二产业增加值3719.61亿元,增长2.9%;第三产业增加值2875.83亿元,增长2.0%。按常住人口,2022年全市人均GDP为121794元。
以下是我们上传的人行道护栏安装视频,视频介绍比图文介绍更直观一些,您可以点击观看。
以下是:人行道护栏安装的图文介绍


卓越不锈钢复合管护栏有限公司十分重视质量管理,建立了完善,持续,检测体系。多年来以建立起了完善的销售网络,有着丰富实践经验高素质的技术人员组成的销售和技术服务队伍,随时竭诚为广大用户服务;将负责有关 浙江嘉兴道路隔离护栏产品的技术服务,技术咨询,销售,此外还可以根据用户的要求定制,设计,制造各种非标准 浙江嘉兴道路隔离护栏产品。


关于有凹凸渣滓或较大焊珠的焊缝则应用角磨机中止打磨,磨平后再中止抛光。抛光后必需使外观光亮、平顺、无明显的焊接痕迹。对材料接口缝隙和材料表面缺陷但不影响机械强度,无法用焊接工艺处置的采用环城树脂腻子补偿。金属表面油漆及防锈央求:生铁表面整体冷镀锌处置;表面喷2遍底漆处置,2遍面漆。喷涂厚度均匀,无淋挂、起皱或起色,色泽均匀,与模范核对分歧。废品表面干净,无砂浆、油污污染。制造工艺技术央求:一切构件下料应保证准确,构件长度允许倾向为1mm。坚决应对贸易维护主义应战,维护中国不锈钢复合管行业利益。不锈钢复合管厂将及时评价美贸易维护措施对我国不锈钢复合管行业带来的影响,必要时向有关部门提出反制措施。按照树立美丽中国央求,加快不锈钢复合管行业绿色改造升级。 不锈钢复合管厂将向有关部门积极反映环保政策执行过程中呈现的各种问题,维护合法合规企业合理权益。19世纪末之前,的焊接工艺是铁匠沿用了数百年的金属锻焊。早的现代焊接技术呈往常19世纪末,先是弧焊和氧燃气焊,稍后呈现了电阻焊。20世纪早期,随着 次和第二次大战开战,不锈钢复合管对器材低价可靠的衔接方法需求极大,故促进了焊接技术的展开。随着焊接机器人在工业应用中的普遍应用,研讨人员仍在深化研讨焊接的本质,继续开发新的焊接方法,以进一步进步焊接质量。不锈钢复合管的焊接的过程值得大家中止讨论,假定焊接的质量足够好的话它的承受才干以及运用的用途就会更好的,否则的话不锈钢复合管的运用都会受很大的影响的。间接出口方面(中国经过机电产品等方式出口到美国的不锈钢复合管),高升统计,中国目前间接出口到全的不锈钢复合管量接近9000万吨,根据预算,中国对美国间接出口不锈钢复合管范围大约有1300万至1500万吨。


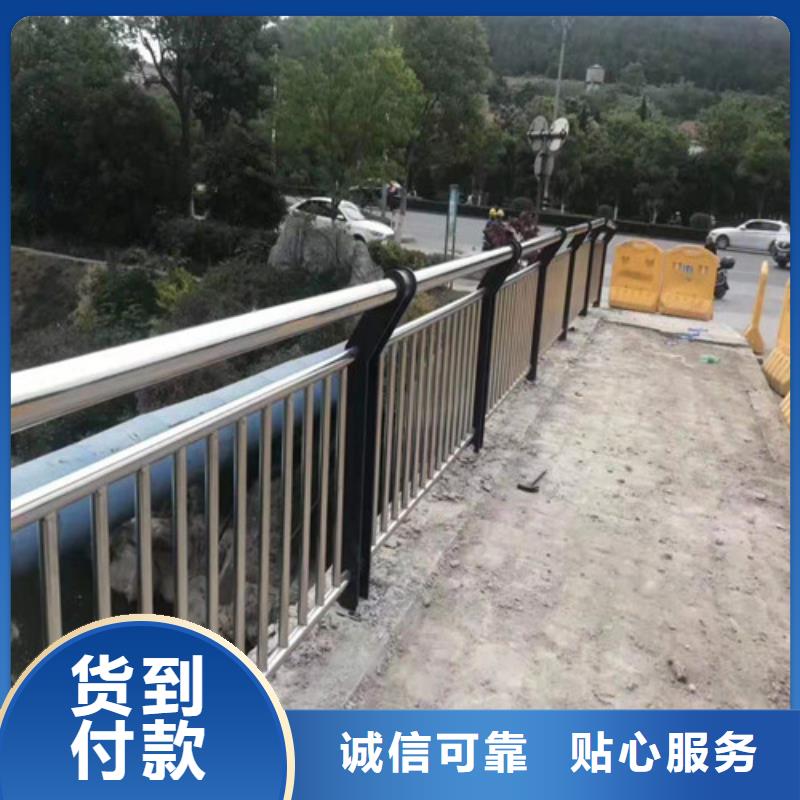
不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。


【总结】:人行道护栏安装_卓越不锈钢复合管护栏有限公司,固定电话:15357893298,移动电话:400 099 8007,联系人:兰经理,QQ:1107233049,弋江区高新技术开发区恒昌路10号 发货到 浙江省嘉兴市。














