



1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



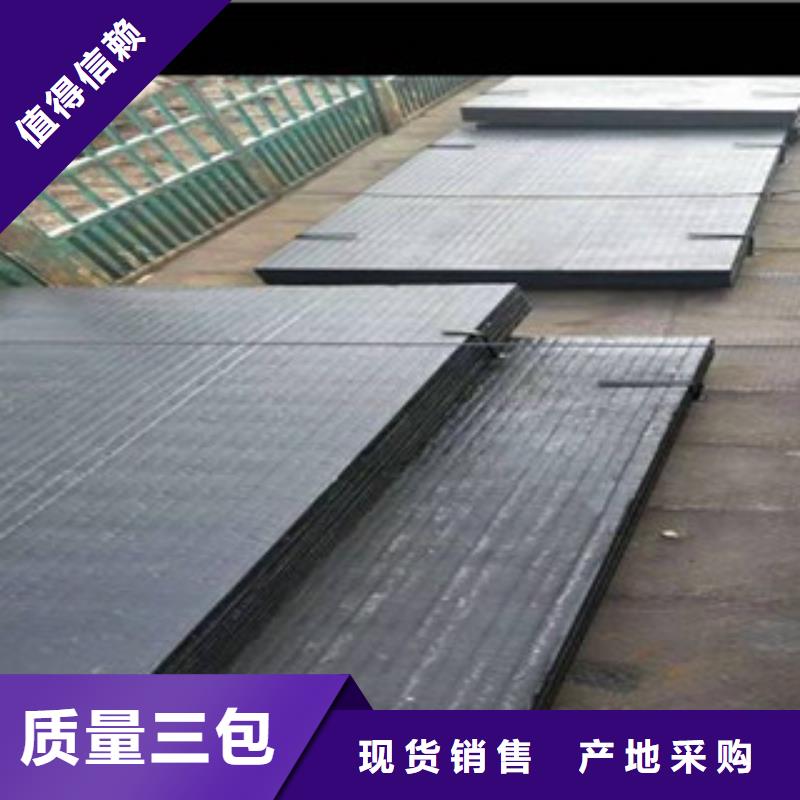
7、高的价格性能比
耐磨复合钢板具有很高的性能价格比。与普通钢板相比,使用寿命可以提高十倍以上,使得维修费用和停机损失大为降低,因此其性能价格比是普通材料的2~4倍。
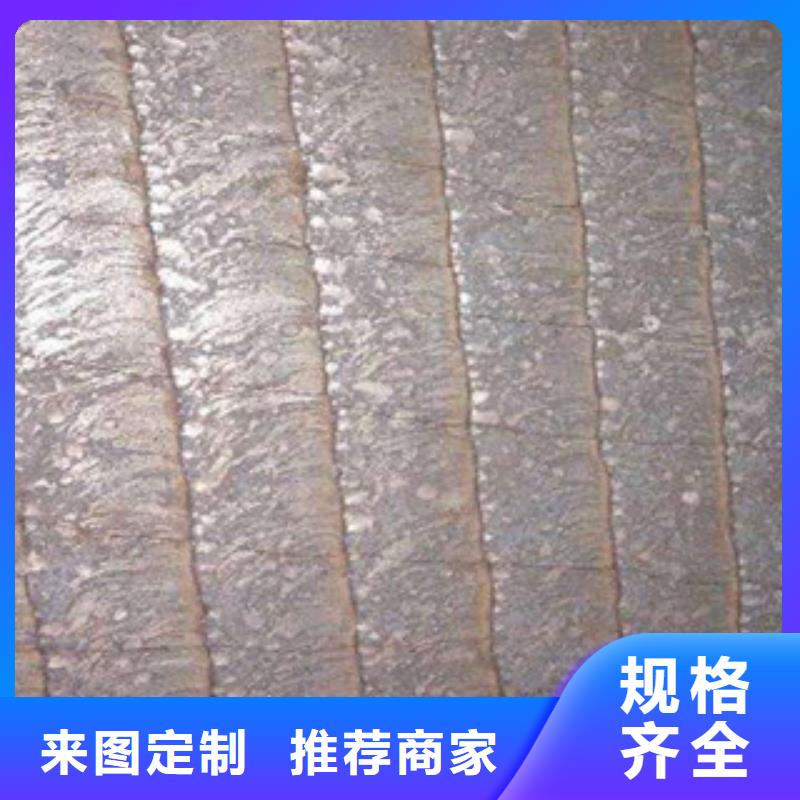
双金属耐磨板生产温度的重要性
在生产双金属耐磨板的过程中要对其生产温度有严格的控制,这样才能够保证焊接双金属耐磨板的牢靠性。如果温度过低,就可能会导致焊接的位置不能达到焊接需要的温度,在大部分金属组织仍然是固态的情况下,两端的金属是很难相互渗透结合在一起的。
当时当温度过高的时候,焊接双金属耐磨板的位置有很多的金属处于熔融状态,这些部分的质地是很柔软的,有一定的流动性,可能就会带着熔滴的情况,当这样的金属滴落后同样是没有足够金属来进行相互渗透的.并且在焊接的时候还会有些不均匀带着焊缝形成熔洞。



鑫铭万通商贸有限公司成立初期一直坚持“质量是天,是命”的生产理念,从 广东揭阳锅炉管的生产,层层把关,严格筛选,确保 广东揭阳锅炉管产品的高品质生产。公司深知,做产品要质量可靠、交货及时、价格合理、服务周到,做企业要创造精品、服务社会,公司会坚持落实贯彻企业理念,竭诚与国内外朋友合作,共谋大业。


复合耐磨板钼具有熔点高、导热导电性能好、膨胀系数小,常用于高温环境.然而,钼的低温脆性、再结晶脆性、高温抗氧化能力差等缺点,限制了其使用(略)化物不但能提高钼的再结晶温度和高温抗蠕变性能,而且明显降低钼的塑脆转变温度,增加延伸性,改善钼的室温脆性,扩大了钼板的使用范围.目前,国内外对液-液掺杂方式制备稀土钼合金板材的研究和(略)所以对其制备和性能的研究非常有意义.
复合耐磨板对溶胶凝胶法和(略)备出的稀土钼合金进行比较,得出溶胶凝胶法制备出的稀土钼合金较好,终采用溶胶凝胶、粉末冶金等工艺制备出不同掺杂量的稀土掺杂钼坯,对烧结坯的密度、硬度、冲击韧性和抗弯强度进行检测;然后对轧制成厚度为1.0mm的板材,进行不同温度的退火后的室温拉伸性能测试,再通过热模拟机对其高温拉伸性能进行检测,研究(略)0℃-1200℃以及应变速率在0.01s~(-1)和0.001s~(-1)条件下的高温变形行为.同时利用XRD、SEM、EDS等检测手段对掺杂钼坯的组织、板材的室温和高温拉伸断口形貌及组织进行了分析.终得(略)论: 镧终以氧化镧的形式存在于钼粉和钼坯中,对钼粉和钼坯都有一定的细化作用。



①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。

