

联系我们

86crmov7160圆钢
更新时间:2024-11-19 18:38:04 浏览次数:1 公司名称:聊城 新物通物资有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |




新物通物资有限公司实行了先进的流水线作业流程,引进了多组先进的进口 吉林不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管大型生产设备。同时对 吉林不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管原材料实行择优采购,定期招标,为确保产品质量奠定了坚实的基础。我们本着:“视客户为亲友 供客户之所需”的原则,真诚为您提供服务,助力事业发展腾飞!先求做精,再求做大,是我们公司为之奋斗的目标,只有这样,才能在当今这个 吉林不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品日新月异的时代站住脚跟。


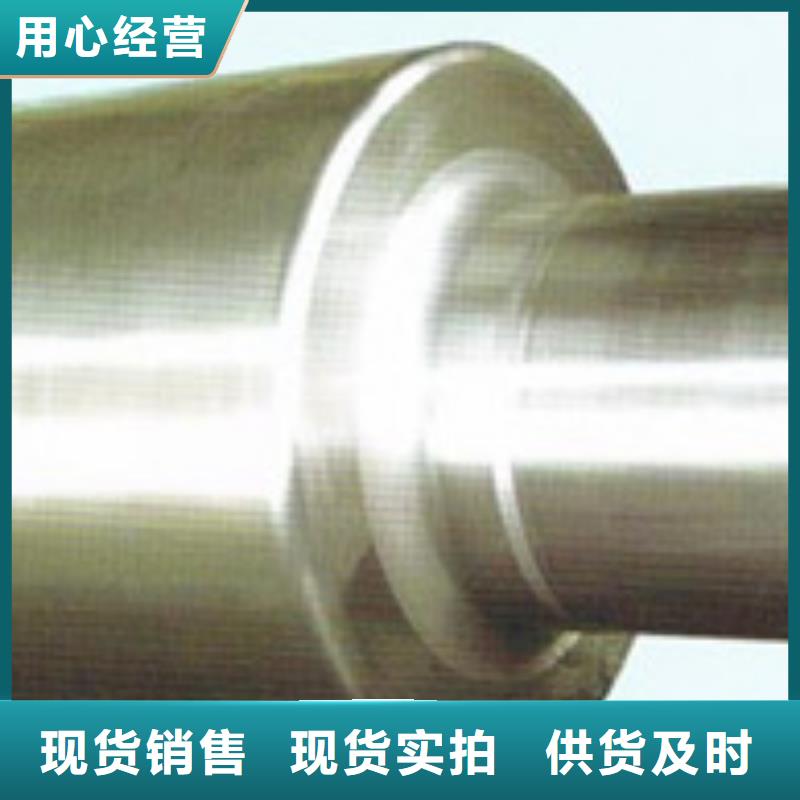
高速钢轧辊制造技术,制造高速钢轧辊主要有锻造、铸造、喷射成形、热等静压等技术。锻造高速钢轧辊的推广使用进展缓慢;目前工业生产中较常见的铸造高速钢轧辊制造方法有离心铸造法、连续浇注外层成形法、电渣重熔法和液态金属电渣熔接法。
2.1铸造高速钢轧辊
铸造高速钢轧辊制造技术的改进主要围绕提高钢的纯净度和均匀性,提高轧辊强度和轧辊外层与辊芯的冶金结合。不同的轧机,同一轧机的不同机架,对轧辊性能的要求不同,可以根据所需的轧辊性能、轧辊规格和生产成本选择合适的制造方法。
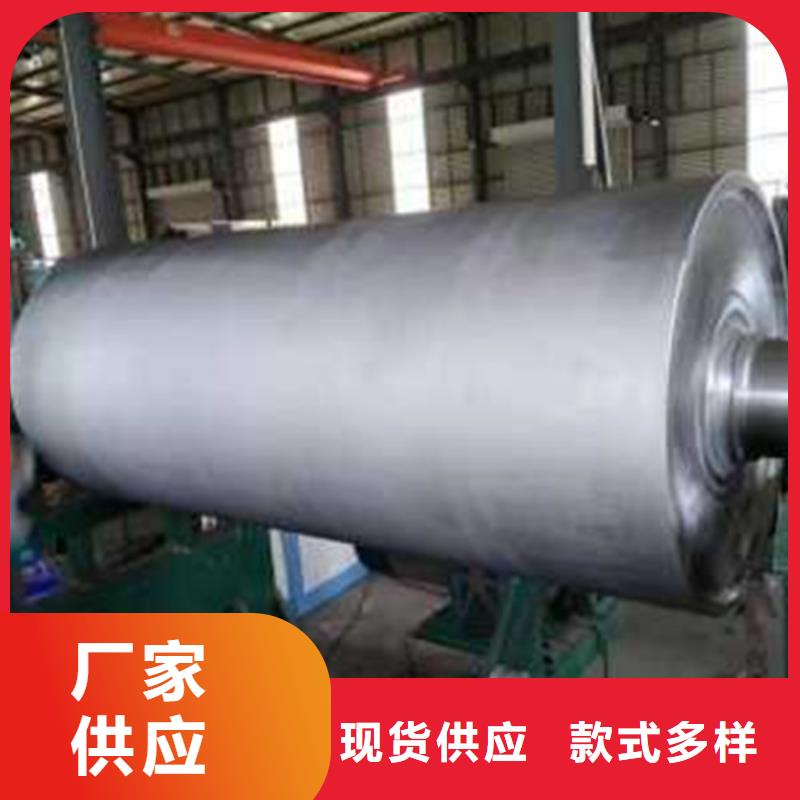
1)离心铸造法。离心铸造轧辊的主要特点是将液态外层材料和芯部材料以一定的时间间隔浇入铸型内。离心旋转时间、辊芯金属液浇注间隔时间、浇注温度及防止外层元素偏析和内外层材料界面氧化是此方法制造轧辊成败的关键。



4)液态金属电渣熔接法(ESSLM)。1996年,乌克兰ELMET轧辊公司开发了液态金属电渣熔接法制造高速钢复合轧辊新工艺,它是在CPC法的基础上加上电渣净化的一种新的轧辊制造方法。用ESSLM法制造轧辊时,其外层是在特殊设计的导电水冷铜结晶器中凝固形成的,结晶器不仅使浇入的外层钢水凝固,同时也作为电渣过程中非自耗电极。复合过程开始时,先将作为高速钢轧辊芯部的芯轴插入结晶器中,并与其同轴。轴的外表面和结晶器的内
表面的间隙决定轧辊外层厚度。然后将在另外的熔化装置中熔化的渣液浇入结晶器和芯轴的间隙中,渣液形成渣池,它的热量将芯轴表面预热。然后再浇入外层高速钢水,可连续浇入,也可按预先设定的程序浇入。钢水将熔渣上浮,同时在通过渣池时被渣精炼。


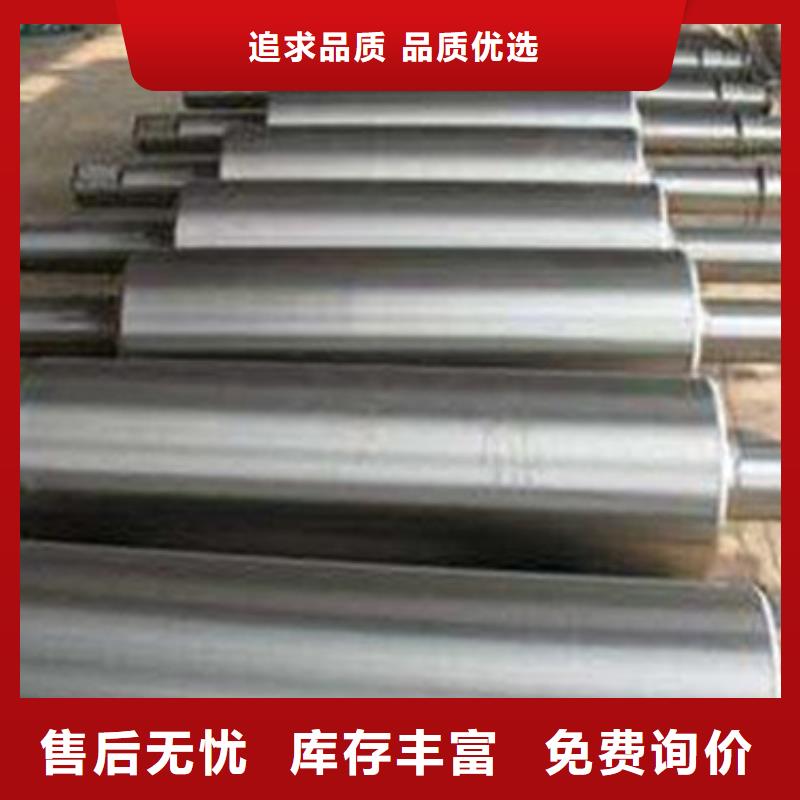
二是刀具的加工性能制约轧辊加工能力,通用类轧辊加工刀具硬度在HS80-85之间,与高硼钢轧辊的硬度非常接近,通用类刀具加工高硼钢轧辊会快速增加刀刃及后刀面磨损量,刀具急剧钝化,无法稳定加工。
为了解决以上问题,经过分析与实践,通过提高机床系统刚度;提高刀具性能、优化刀具几何参数、正确装夹刀具;选择合理车削用量三项措施的实施,可以实现高硼钢轧辊在普通轧辊机床上加工
轧辊产生弹性压扁时可能轧制的小板厚。在一定轧机上轧制一定的产品时,随着板带的逐渐变薄,压下越来越困难。当板带薄至某一限度后,不管如何旋紧压下螺丝或加大液压压下的压力,不管反复轧制多少道,由于轧辊产生弹性压扁而不可能再使产品变薄。这一极限厚度称为小可轧厚度。


