


定制DN350球墨铸铁管_精选厂家视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:定制DN350球墨铸铁管_精选厂家的图文介绍
《中国冶金报》记者在钢贸市场采访时了解到,从今年7月份开始的钢价上涨其实和去年第四季度开始的钢价反弹非常类似,都是先利用市场库存减少的契机,部分资金试探性入场,随后利用宏观政策间歇性的放松,改变市场预期,抓住钢厂集中提价的时机快速拉高钢价。钢价被拉高后,市场如无利好,就会出现平台整理的局面,随后钢价滞涨下跌,如有重大利好,则拉高出货,实现利润。8月份的宏观数据表现良好,通胀可控且工业经济企稳趋升,稳增长效应显现,钢市基本面出现明显的好转。股市也受益于近期改革利好达到了2270点,相较于股市近来的强势,螺纹钢期货的弱势行情则在不断考验着钢贸商的耐心。业内人士分析指出,短期内钢铁原材料价格上涨的趋势已经确立,只要钢厂生产利润不“倒挂”,以量补价的市场操作策略不会轻易改变,加上受到钢厂补库的影响,后期原材料价格还有一定的上涨空间。无论是从国内经济基本面的表现来看,还是从钢材本身高成本、低库存的支撑力度来看,钢价出现持续性大幅走低的可能性很小,利多因素逐渐起效,建议球墨铸铁管贸商可以观望静待机会。


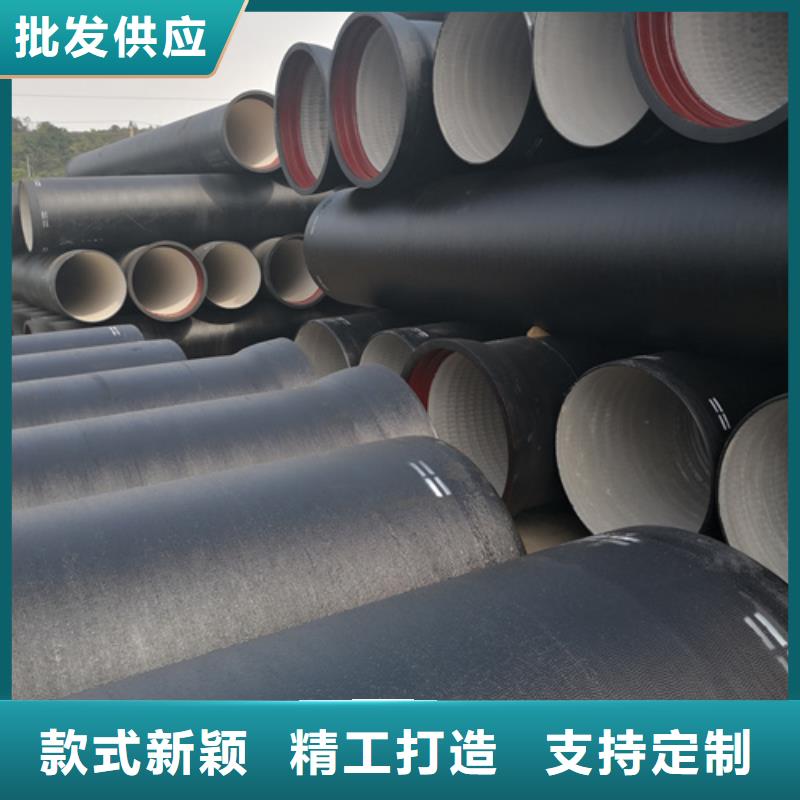
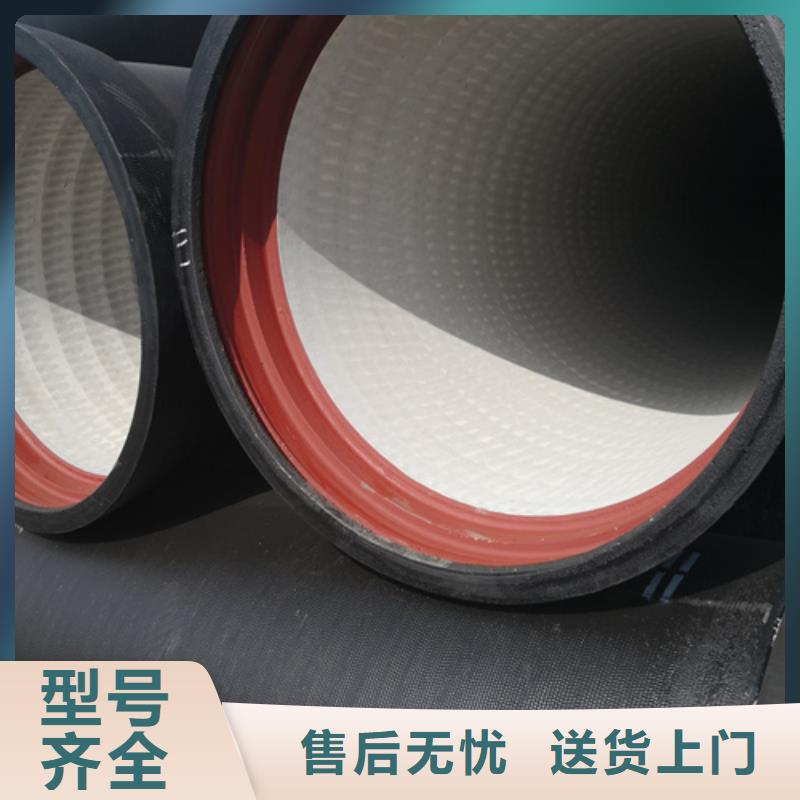
球墨铸铁管在应用中容易生锈吗?相信对于这个问题,我们很多人都会有一定的了解的,但是对于外行的人们来说,他们只是了解表面上的是否会生锈,而不懂得深层的原因。这些问题来说,我们应该怎么样了解呢?这些问题会影响到球墨铸铁管价格吗?会不会生锈,关键在于球墨铸铁管的防腐工艺是否做到位了。合格的球墨铸铁管要求内衬标准厚道水泥;管子外壁要求进行喷锌处理和沥青漆涂覆,也可以选择其他环氧树脂漆等。这些问题关系到球墨铸铁管在市场中效益问题,我们所不是很明白的问题,在这个时候,也将会有所了解的。很多的时候,太多的问题,是我们所忽略的,忙了很多的时候,才会发现,根本的问题本来就是很简单的。合格的球墨铸铁管可以使用百年以上,主要易生锈的地方是外壁与土壤接触的地方,由于其湿度大、富含氧气。而合格的防腐可以有效抵抗生锈。即使是很长很长时间,也没有问题。对于这样的情景,我们要控制好我们的制作工艺,很好的防腐。



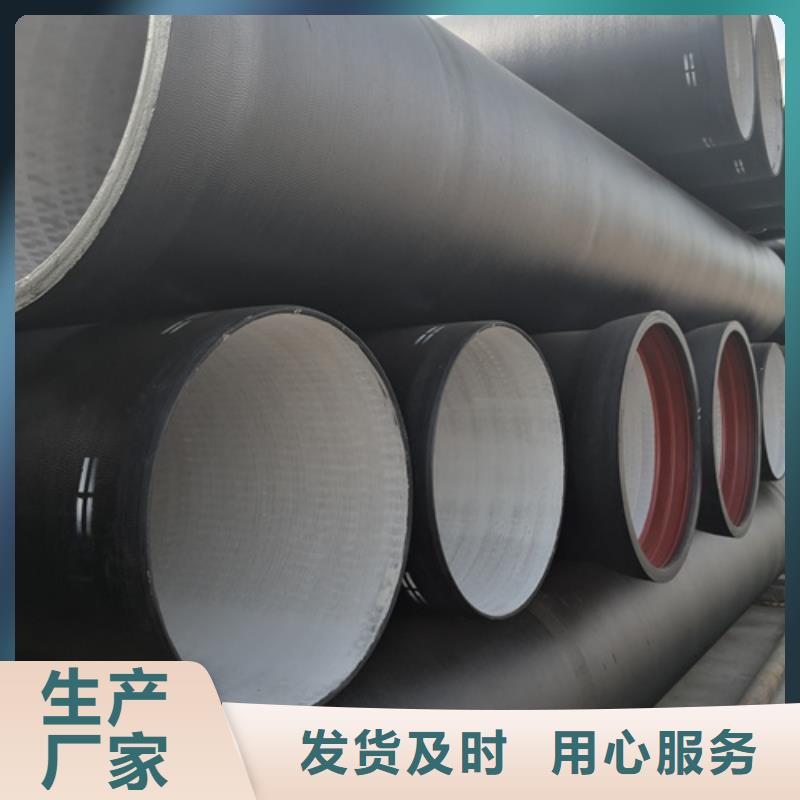
给水球墨铸铁管与排水球墨铸铁管是球墨铸铁管的不同的用途,既有不同的所用之处,所以会有一定的区别。它们的材质都为灰铸铁,只是在分布时会有一定的区别。 球墨铸铁是灰铸铁在熔化浇铸前的铁液中加入球化剂和孕育剂,使其呈球状石墨存在,断口呈灰白色,代号QT,球铸铁经过热处理后可以得的较好的力学性能,强度高有勒性,耐磨,又有良好的铸造性能,价格较低,在很多地方可代替钢件,一些重要的管道阀门壳体也采用球墨铸铁取代铸钢件。 给水球墨铸铁管和排水球墨铸铁管的材质为灰铸铁,由于给水球墨铸铁管需要承受压力,常用HPT200,HT250灰铸铁,排水球墨铸铁管常用HT150以下的灰球墨铸铁管,给水球墨铸铁管都采用离心浇筑,铁管外表光滑,如是承插式球墨铸铁管,则承口较深,管壁也较厚,单根管长度为6米。



鹏瑞管业有限公司成立于2007年,拥有自主研发生产等部门,为不断满足 甘肃金昌球墨铸铁管厂家市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 甘肃金昌球墨铸铁管厂家产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 甘肃金昌球墨铸铁管厂家产品、完善的服务,而保持行业地位。


气密性检测是球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测, 通常是在元件或系统使用过程中进行检测。如果有合适的传感器, 其方法相对简单。本文中介绍的气密性检测, 一般是在元件或系统制造过程中进行检测,通常需要定量检测, 而且要求快速、大量地在生产现场进行。青岛球墨铸铁管道采用180度素砼壁护。气密性检测需要在铸铁管上覆土,如果出现渗漏,又需要将土清理,破素砼等繁琐工作,这样不可避免的要影响工程进度,在常见的项目实施方法中,我们一般采取以下方式进行球墨铸铁管的气密性检查:气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。



