

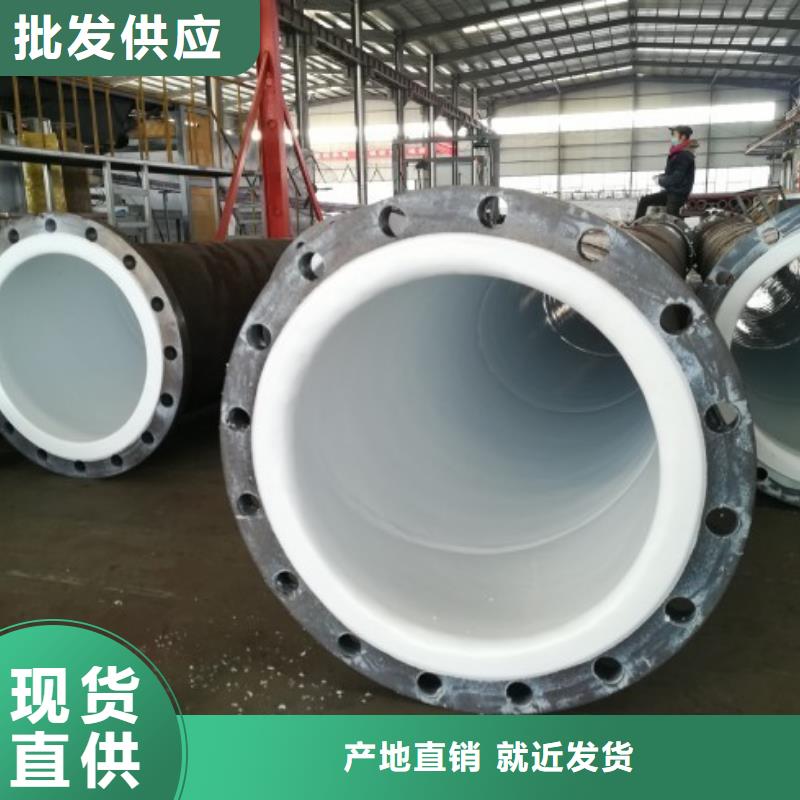
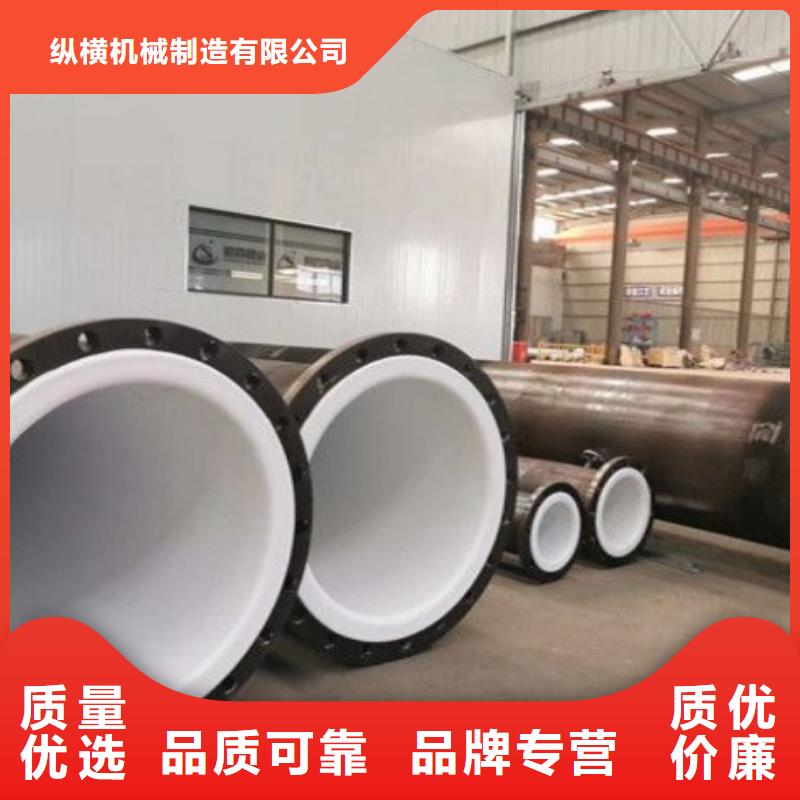
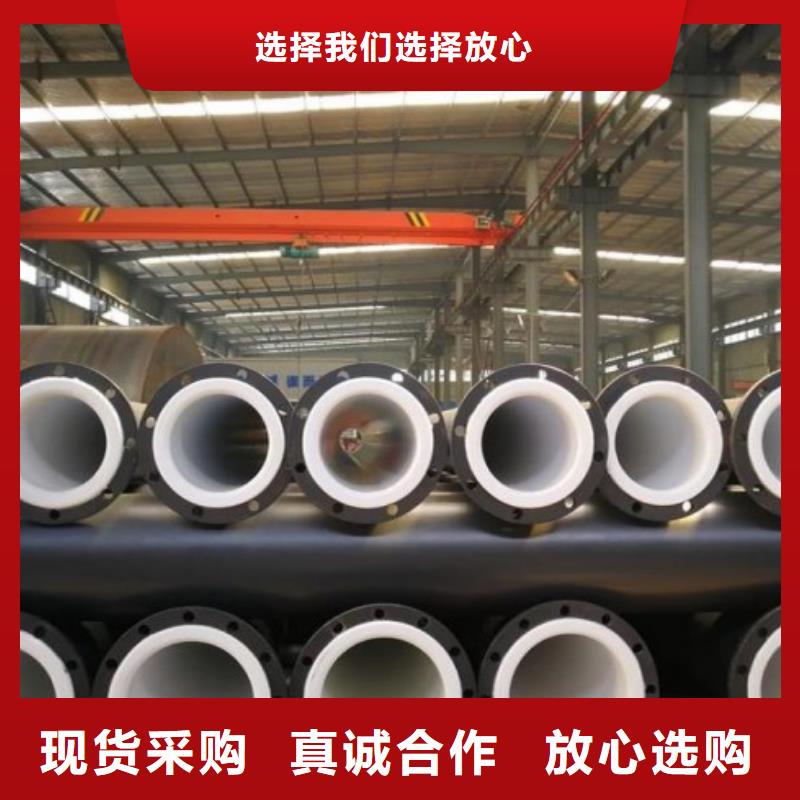
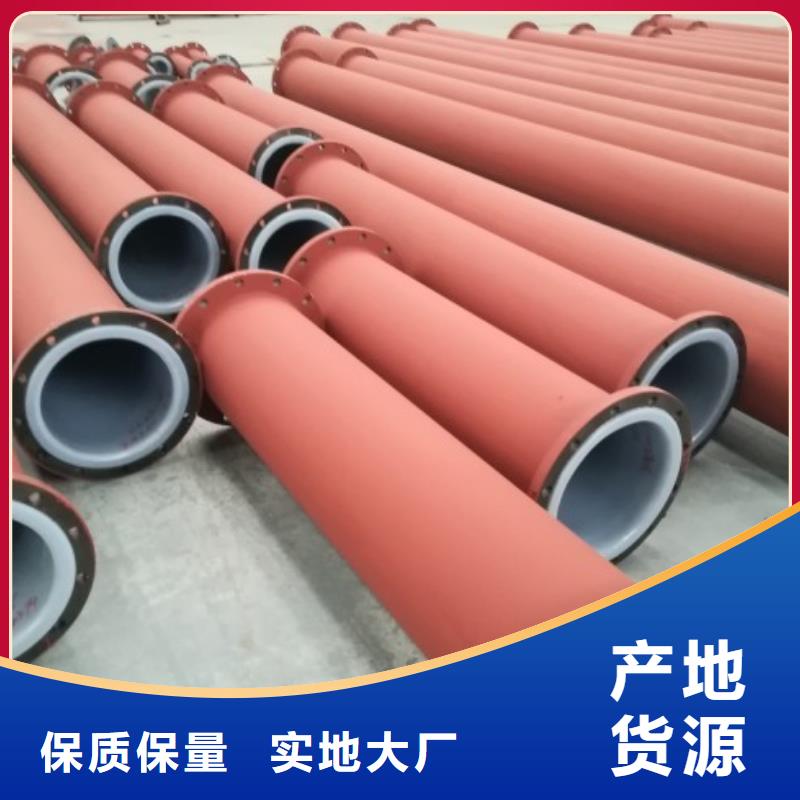


PE衬塑管是以钢管作为基体,在高温下状态下,将化学物理稳定性优良的热塑性工程塑料PE,在钢管内壁通过高温加热滚塑工艺进行复合,而形成的高强度防腐管道。钢衬塑管道既有钢管的力学性能,又有塑料的防腐蚀、耐老化、不易结垢等特性,使产品具有不脱层、防腐性能好、抗冲击强度高、抗渗透性好、内衬塑层光滑平整,摩擦系数小、不易结垢,安装方便的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。在化工、电力、冶金、食品、环保等行业广泛使用。
公司生产的衬塑钢管有:钢衬聚丙烯管(GSF·PP)、钢衬聚氯乙烯管(GSF·PVC)、钢衬聚乙烯管(GSF·PE)、钢衬聚烯烃管(GSF·PO)、碳钢管内衬聚四氟乙烯塑料管(GSF.F4)。衬塑钢管还具有适合范围广泛,各种规格齐全,生产工艺独特,连接方式可靠快捷,表面防腐蚀措施完善、美观,外层焊管壁厚设计合理,内层塑料管的厚度合理,确保通径,具有极好的耐腐蚀性能,节能环保。
衬塑管道质量保证与售后服务:
1、我公司拥有目前较为完备的检测设备及检测技术,每台设备均按 相关标准及企业标准进行出厂检验,并建立完整的产品档案,定期跟进用户使用情况,以确保用户正常使用及产品的进一步完善。
2、可根据用户需要指派技术员上门服务,协助用户安装调试、维修工:
3、在质保期内若出现质量问题,本厂实行3小时内答复用户,48小时内为用户提供解决方案:
4、本厂长期负责供应配件,配件仅收取低成本费。
衬塑管道技术指标:
一、工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 5mm DN125~200 7mm DN250~DN400 9mm
二、衬塑管技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准:
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制:
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准:
衬塑管道不仅防腐蚀、防静电、、而且衬塑防腐管强度高,抗多种有机溶剂,抗多种酸碱腐蚀。但是不抗氧化性酸,例如小酸。在氧化性环境中会被氧化。醉大特点是阻燃,因此被广泛用于防火应用。
应用领域:
1、矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放瓦斯和喷浆等。
2、制yao行业:衬塑防腐管输送各种腐蚀性介质、污水、废水。
3、油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。
4、农业喷灌:深井管,滤水管,暗渠输送管,排水管,灌溉给水用管。
5、市政行业:城市建筑给水,饮用水,消防水,热网回水,煤气,天然气输送,高速公路埋地排水及绿化带浇灌等通道。
6、化工行业:酸、碱、盐的制造业、化肥、农yao、化学、橡胶塑料等行业用衬塑防腐管输送腐蚀性气体、液体、固体粉末的工艺管及排放管。
7、电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
8、冶炼行业:衬塑管道在金属冶炼中腐蚀介质的输送。
衬塑管道是一种钢管和聚乙烯塑料复合在一起形成的复合管道,是新型环保防腐蚀管道,在使用过程中受到了各大用户和单位的一致好评。
优点:
耐高温——使用工作温度达250℃。
耐低温——具有良好的机械韧性:即使温度下降到-196℃,衬塑管道也可保持5%的伸长率。
耐腐蚀——对大多数化学药品和溶剂,表现出惰性、能耐强酸强碱、水和各种有机溶剂。
耐气候——衬塑管道有塑料中较佳的老化寿命。
高润滑——是固体材料中摩擦系数较低者。
不粘附——是固体材料中小的表面张力,不粘附任何物质。
害——衬塑防腐管具有生理惰性,对生物。



衬塑管道应用领域
衬塑管道广泛应用于石油、化工、化纤、氯碱、染料、农药、医药、环保、冶炼、电力等行业的介质输送及环保处理系统、饮水工程及给排水工程。
【1】化工行业:酸、碱、盐的制造业、化肥、农药、化学、橡胶塑料等行业输送腐蚀性气体、 液体、固体粉末的工艺管及排放管。
【2】电力工程:工艺用水回水输送、化水、废渣、粉煤灰输送。
【3】冶炼行业:金属冶炼中腐蚀介质的输送。
【4】矿山行业:矿粉、矿浆、矿渣、尾矿排放,回填、通风、抽放瓦斯和喷浆等。
【5】制药行业:输送各种腐蚀性介质、污水、废水。
【6】油田气田:含油污水,气田污水,油气混合物,采油及集输工艺管道。
【7】农业喷灌:深井管,滤水管,暗渠输送管,排水管,灌溉给水用管。
【8】市政行业:城市建筑给水,饮用水,消防水,热网回水,煤气,天然气输送,高速公路埋地排水及绿化带浇灌等通道。


纵横机械制造有限公司秉承质量,客户至上的原则,紧跟世界 山西晋城钢衬塑管道技术发展的潮流,孜孜以求推动 山西晋城钢衬塑管道产品技术的和质量的提高,以真诚的 山西晋城钢衬塑管道产品真诚服务于广大用户,确保客户得到满意的售后服务和技术支持!公司密切加强同业内公司的技术合作,精益求精,确保公司全部 山西晋城钢衬塑管道产品皆为精品。因为我们深信:只有的品质才能为客户创造更多更高的价值,让客户能够更放心的购买我们的产品,对我们的服务有更满意的评价!



衬塑管优势
1、工业衬塑管产品采用先进的滚塑工艺整体一次成型;
2、工业衬塑管衬里致密度高,整体性强,无内应力;
3、工业衬塑管无接头,无焊缝;
4、防腐衬塑管不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、防腐衬塑管耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、衬po管道防腐衬塑管任何形状钢件、非标件均可衬;
8、安装容易,连接方式可靠快捷,维修方便,安装过程中需加长或裁短均可现场衬,修复如初;
9、衬po管道性,无污染,节能环保;
10、规格系列,配套齐全,适用范围广泛,规格品种齐全。
PO衬塑管道
性能:介质工作温度:-25℃~+100℃(改性聚烯烃工作 温度110℃)
介质工作压力:正压2.5MPa;负压90KPa
PO衬塑管道的特性:
PO衬塑管道而抗温耐低温耐负压,耐真空耐腐蚀,抗老化,抗冲击,表面光滑结合力强。对一般酸碱盐的有机溶剂性能良好,适用于腐蚀性气体,液体及固体液,浆液介质的输送。
PO衬塑管道广泛应用于化工、生物、电力、冶炼、制药、食品、环保等领域,在-70℃-110℃内是取代橡胶瓷,玻璃钢不锈钢塑料板等衬里的理想材料。
PO衬塑管道采用大型滚塑机生产,一次成型无接缝,正宗滚塑工艺平整坚固永不脱落。是PP、PE滑面级的换代产品。
衬塑管技术指标:
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、防腐衬塑管,衬po管道,工业衬塑管技术要求:
1、衬po管道设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、防腐衬塑管设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、工业衬塑管选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。


防腐衬塑管道在安装过程中应重视以下几个主要方面:
1、下料加工:
主要控制钢衬塑管道切割的长度、切口的平直度、飞边毛刺的清理和坡口的加工;DN100mm以下的管子切割一般采用砂轮切割机入行,大口径中低压、管子一般采用气割或等离子切割,坡口可以采用手把砂轮机打磨加工;高压管切割和坡口加工,一般均采用管床或坡口机来完成;切口平直度的超标,会影响管口组对间隙的均匀。坡口的加工也应该按照规程要求角度进行,坡口过大,会造成人工、材料和机械的浪费,加大安装成本,坡口过小,容易造成未焊透,夹渣等焊接缺陷,因此,对下料加工工序质量的控制,终的目的主要是保证焊接质量和安装尺寸。
2、标识:
预制管道的每道焊口必须做好标记,尤其合金钢材质及特殊材质管道。标明焊接日期、焊工号、焊口编号,按照单线图把每截管段用油漆标明管线号及管段编号,以免给安装带来混乱,造成焊口无法追踪,致使交工资料与实物不符,特殊材质管道使用位置发生错误等;预制完成的管段必须将端部管口封闭。
3、焊接:
焊接质量的控制是工艺管道施工主要的控制环节,要求焊工严格按照焊接作业指导书进行;影响焊接质量的因素很多,除了管口组对和坡口的影响外,还受焊工素质、焊接材料、天气环境等影响;焊接工作在车间内或地面上进行,环境影响较小,质量相对好控制,主要控制好焊材烘烤质量,严格按照烘烤、发放制度执行,控制焊工每次焊条的领用量,监督焊条桶正常使用;如果工艺要求预暖和热处理的焊口,必须严格控制好每道口预暖和热处理温度,高压管焊接还应注意打底质量的无损检测;
4、安装:
工艺管道钢衬塑管道管件的现场安装是质量控制的难点,受现场安装条件和环境因素制约,必要时应采取适当的质量保证措施;现场焊接的焊口一般均是固定口,质量比较难控制,所以一定要控制好以下几个方面:在预制阶段,对每名焊工进行观察并统计其合格率状况,因为人是质量控制环节中的 要素;管口现场组对质量也必须按照要求进行;
如果碰到风、雪、雨、湿度大等天气,必须要求采取有效的防护措施,才允许施焊;合金钢管冲氩气难度很大,所以是现场质量控制的薄弱环节,也应是质量检查的重要的环节,可以采取药皮或药芯焊丝进行打底,但此工艺必须通过焊接工艺评定认可,而且焊工经过考试合格。
施工检验
工程质量的好坏一定程度上要靠检验来衡量,无损检测、试压、吹扫作为工艺管道安装的必要组成部分,同时也是工艺扫尾的一种手段,更是对施工质量的检验。这就要求必须有一定的计划安排,严格按照规范要求实施。
1、无损检测
无损检测比类必须严格按规范要求进行,对每名焊工每条管线的焊口均应抽检到,发现不合格焊口,必须返修合格并且加倍抽检,直到合格为止,否则对该焊工焊口检测;合金钢材质的管道热处理后还应对其进硬度测量。
2、试压
A、试压前:试压范围的钢衬塑管道管件管道安装工程除涂漆、绝热外已按设计图纸全部完成,安装质量符合有关规定;试验用压力表已经校验,并在周检期内,其精度不得低于1.5级,表的满刻度值为被测 压力的1.5-2倍,压力表不得少于2块;待试管道于无关系统已用盲板隔开,管道上的阀, 板及仪表元件等已经拆开;试压前,注液体时应排尽空气。
B、所有需无损检测的管道必须检验合格后,相关部分、单位认可后方可试压。
C、水压试验时环境温度不宜低于5℃、当环境温度低于5℃时应采取防冻措施。
D、试压过程中:液压试验应缓慢升压,待达到试验压力后,稳压10min,再将压力降至设计压力,停压30min,以压力不降,无渗漏为合格;对位差较大的管道,应将试验介质的静压记入试验压力中。
E、试压后:应及时拆除盲板,排尽液体。排液时应防止形成负压,并不得随地排放。
3、吹洗
A.吹洗前需编制吹洗方案,具体吹洗方法应根据对管道的使用要求,工作介质及管道内表面的脏污程度确定。蒸汽管道应以蒸汽吹扫;非热力管道不得用蒸汽吹扫。
B.对于有特殊要求得管道,必须采取相应得吹洗方法。不允许吹洗得设备及管道应与吹洗系统隔离;吹洗得顺序应按主管,支管,疏排管依次进行,吹洗出的脏物不得进渗透已合格得管道。
C.冲洗时,宜采用 流量,流速不得低于1.5m/s;水冲洗应连续进行,以排出口得水色和透明度与渗透口水目测一致为合格。
D.蒸汽管道吹扫前,应进行暖管,及时排水,并应检查管道热位移;吹扫顺序应按加暖-冷却-再加暖得顺序,循环进行。同时流速不应低于3m/s。
E.管道吹洗合格并复位后,不得再进行影响管内清洁得其他作业。
总结
一个工程的质量决定工程的使用寿命,一个好的业主评价可能会给施工单位在市场树立一个好的形象,一个好的形象可以带来一个好的发展空间。在日益激烈的市场竞争的大环境下,质量将作为诸多砝码中很关键的一环。只有严把质量关,才能有更大的发展。
公司专业生产钢衬塑管道脱硫管等系列的多规格管材及管件产品具有节能环保耐磨防腐等特点。产品质量和售后服务得到了客户的一致好评,我们愿与您携手合作共同为中国的碧水蓝天事业贡献力量。


