


联系我们

常见耐磨钢板现货供应全新报价厂家直销
更新时间:2024-12-29 14:40:17 浏览次数:1 公司名称:聊城 金海金属材料有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 3 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 质量等级 | 一级 |
| 品牌 | 鑫中冶 |
| 是否可加工定制 | 是 |
| 计重方式 | 过磅 |
| 规格 | 齐全 |
| 材质 | 碳钢 合金钢 |



山东地区无缝钢管出厂价格
今日开市,江阴无缝钢管价格暂稳,市场基本已经休息。截至发稿时,江阴无缝钢管报价:长江产Ф48*4mm冷拔管报价6500元/吨;长江产Ф57*3.5mm冷拔管报价6450元/吨,华润产Ф159*6mm报价6050元/吨。常州讯:今日开市,常州市场无缝钢管价格暂稳,市场基本已经休息。截至发稿时,常州无缝钢管报价:山东产冷拔管Ф57*3.5mm规格报价6150元/吨;山东产Ф108*4.5mm规格报价5650元/吨;山东产Ф219*6mm规格报价5600元/吨。
原材料方面:15日江苏热轧管坯价格稳定,现20#淮钢5400元/吨,中天5400元/吨,龙腾5370元/吨,长强5310元/吨,东方5310元/吨。15日山东热轧管坯厂提价暂稳,Φ75-130mm钢厂直发含税:鲁丽4940元/吨,潍钢4980元/吨、天钢4980元/吨、临沂江泉4900元/吨(Φ50-70mm4950)。
市场方面:今日江苏管坯价格暂稳,江阴地区管厂暂未调整出厂价格。近期江苏管坯价格一直处于高位,江阴地区本地管厂挺价意愿强。目前江阴长江钢管厂库存维持在3万吨左右,江阴华润钢管厂库存维持在8000吨左右,管厂库存均维持在正常水平。综合来看,预计短期内江阴地区无缝钢管价格或将以持稳运行为主。今日山东管坯价格暂稳,山东地区管厂暂未调整出厂价格。目前常州地区无缝钢管贸易商出货情况尚可,贸易商挺价意愿强。综合来看,预计短期内常州地区无缝钢管价格或将以持稳运行为主。



无缝钢管的恰当采用,实际上很有大学问!今日大家就来好好地的科学研究一下这门大学问!
无缝钢管采用标准,二类压力容器常见无缝钢管原材料采用标准及方式
针对大家步骤工业生产常见的液体运输用无缝钢管,采用时有哪些规定?且看大家二类压力容器人的小结:
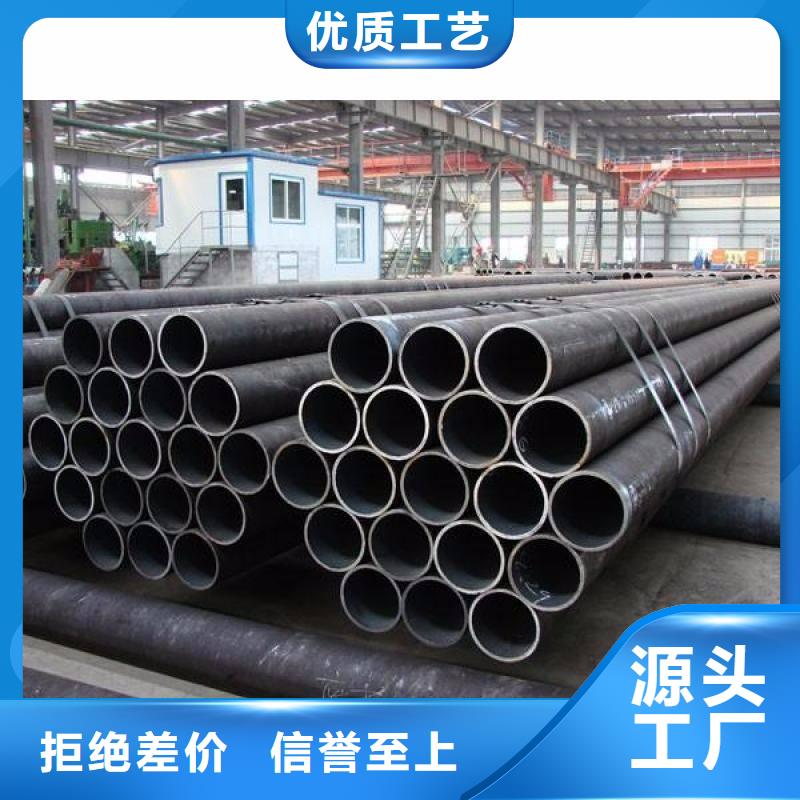
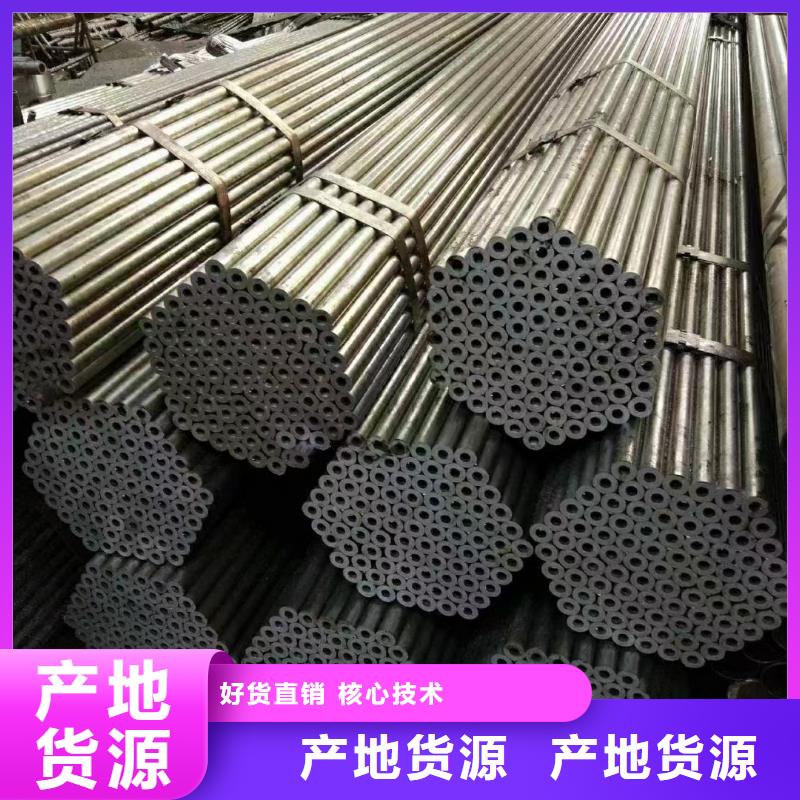
无缝钢管是选用破孔热扎等热处理方式生产制造的没有焊缝的无缝钢管。必需时,热处理后的管道还能够进一步冷拉至所规定的样子、规格和特性。
目前,无缝钢管(DN15-600)是石油化工生产装置中应用*多的管子。
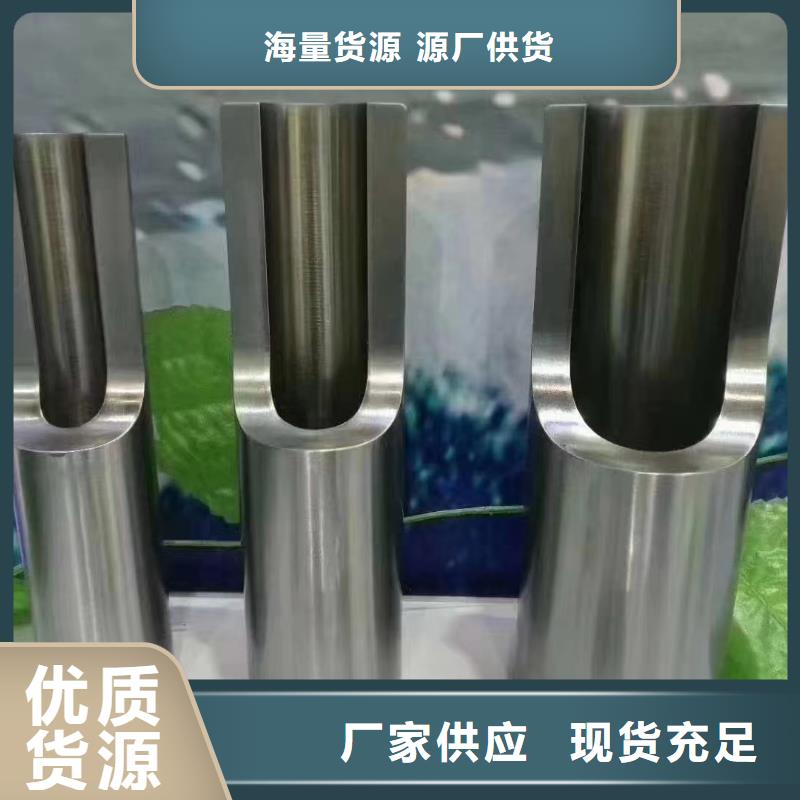
碳素钢无缝钢管
主要材料牌号:
10#、20#、09MnV、16Mn 共4种
主要标准:
GB8163《流体输送用无缝钢管》
GB/T9711《石油天然气工业输送钢管交货技术条件》
GB6479《化肥设备用高压无缝钢管》
GB9948《石油裂化用无缝钢管》
GB3087《低中压锅炉用无缝钢管》
GB/T5310《高压锅炉用无缝钢管》
GB/T8163:
材料牌号:10#、20#、Q345等。
适用范围:设计温度小于350℃、压力低于10MPa的油品、油气和公用介质.
GB6479:
材料牌号:10#、20G、16Mn等。
适用范围:设计温度-40~400℃、设计压力10.0~32.0MPa的油品、油气.
GB9948:
材料牌号:10#、20#等。
适用范围:不宜采用GB/T8163钢管的场合。
GB3087:
材料牌号:10#、20#等。
适用范围:低中压锅炉的过热蒸汽、沸水等。
GB5310:
材料牌号:20G 等。
适用范围:高压锅炉的过热蒸汽介质
检验:
一般流体输送用钢管必须进行化学成分分析、拉力试验、压扁试验和水压试验。
GB5310、GB6479、GB9948三种标准的钢管,除了流体输送用钢管必须进行的试验外,还要求进行扩口试验和冲击试验;这三种钢管的制造检验要求是比较严格的。
GB6479标准还对材料的低温冲击韧性做出了特殊要求。
GB3087标准的钢管,除了流体输送用钢管的一般试验要求外,还要求进行冷弯试验。
GB/T8163标准的钢管,除了流体输送用钢管的一般试验要求外,据协议要求进行扩口试验和冷弯试验。这两种管子的制造要求不如前三种严格。


金海金属材料有限公司座落于是一家从事 湖北荆门精密管的生产加工为一体的现代化企业。先进的生产设备现代化外贸产品加工厂,在产能的同时致力于出口产品的精工细作、研发生产。我们将以真诚的服务,过硬的质量来迎接每一位新老客户。愿我们迈着新时代的步伐,协手并进,共创辉煌!我们始终秉承“信誉di yi,质量为本”的企业理念和“客户至上,以德兴厂”的经营宗旨,公司经理携全体员工,将凭借良好的信誉,雄厚的实力,优质的产品,低廉的价格服务于广大用户。谨向对公司一贯给予关怀、支持和帮助的新老朋友和广大客户表示衷心的感谢!并真诚希望与之建立长期的合作关系,互惠互利,共求发展。




无缝钢管的焊接加工工艺:焊接前加温,焊后热处理、淬火
1、加热
无缝钢管电弧焊接前,关键对无缝钢管开展加温,操纵溫度三十分钟后逐渐焊接。
电弧焊接的加温和虚似束温淬火解决由控温解决的温控柜积极实际操作。选用远红外线追踪热处理设备板。智能型积极设定趋势图并纪录趋势图,传热系数测量温度。加温时传热系数测量点间距焊接边沿15mm-20毫米。
2、焊接方式
1.为了更好地避免 无缝钢管的焊接形变,每一个柱连接头由两人对称性焊接,焊接方位从正中间向两侧。焊接内对外开放(内对外开放时焊接贴近梁),操作过程从——层无缝钢管第三层无缝钢管道务必开展小规格型号,由于其电弧焊接严重危害焊接形变的关键缘故。电弧焊接一至三层后,应开展反刨。碳弧气刨运用后,必须对焊接工业设备开展打磨抛光,对焊接表层开展渗氮整理,表明金属光泽,避免 表层炭化造成裂痕。外孔焊接一次,其他内螺纹焊接一次。
2.电弧焊接=双层无缝钢管时,焊接方位应与层无缝钢管反过来,以此类推。各层对接焊缝间距15-20毫米。
3.应维持几台悍机的焊接电流量、焊接速率和重合叠加层数。
4.在电弧焊接中,务必从引弧板逐渐焊接,并在引弧板上完毕焊接。电弧焊接后断开、打磨抛光、清理。
3、经热处理后
焊接电弧焊接后,应在12小时内开展淬火解决。如不可以马上对无缝钢管开展热处理热处理解决,应征求隔热保温缓和冷的提议。当开展淬火解决时,应测量2个传热系数的溫度,并在焊接两边焊接传热系数。

