


联系我们

当前位置:
聊城 新物通物资有限公司 >济宁本地行业News
9cr2mo、量大优惠
更新时间:2024-12-27 03:57:10 浏览次数:5 公司名称:聊城 新物通物资有限公司
以下是:9cr2mo、量大优惠的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 到付 |
| 供货总量 | 9999 |
| 运费说明 | 3天 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
以下是:9cr2mo、量大优惠的图文视频

9cr2mo、量大优惠,新物通物资有限公司为您提供9cr2mo、量大优惠,联系人:李博,电话:13969518687、15263500888,QQ:632971786,请联系新物通物资有限公司,发货地:聊城东昌府区滦河路170号发货到山东省 济宁市 任城区、微山县、鱼台县、金乡县、嘉祥县、汶上县、泗水县、梁山县、曲阜市、兖州区、邹城市。 山东省,济宁市 2022年,济宁市地区生产总值完成5316.9亿元、同比增长4.4%。
我们为您准备了9cr2mo、量大优惠产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:9cr2mo、量大优惠的图文介绍
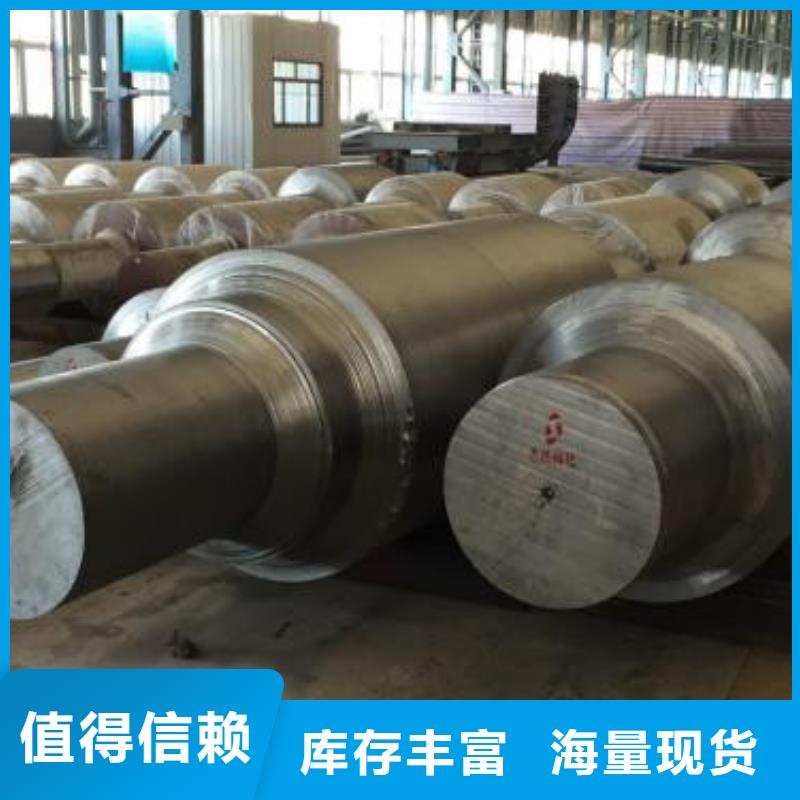
新物通物资有限公司生产的 山东济宁不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司集设计、生产、销售、施工于一体。 近几年来,公司不断进取,不断创新,生产经营能力更加雄厚。也是完善了产品的品质,。欢迎广大新老客户来函,来电洽谈业务,真诚为您携手共创明天!


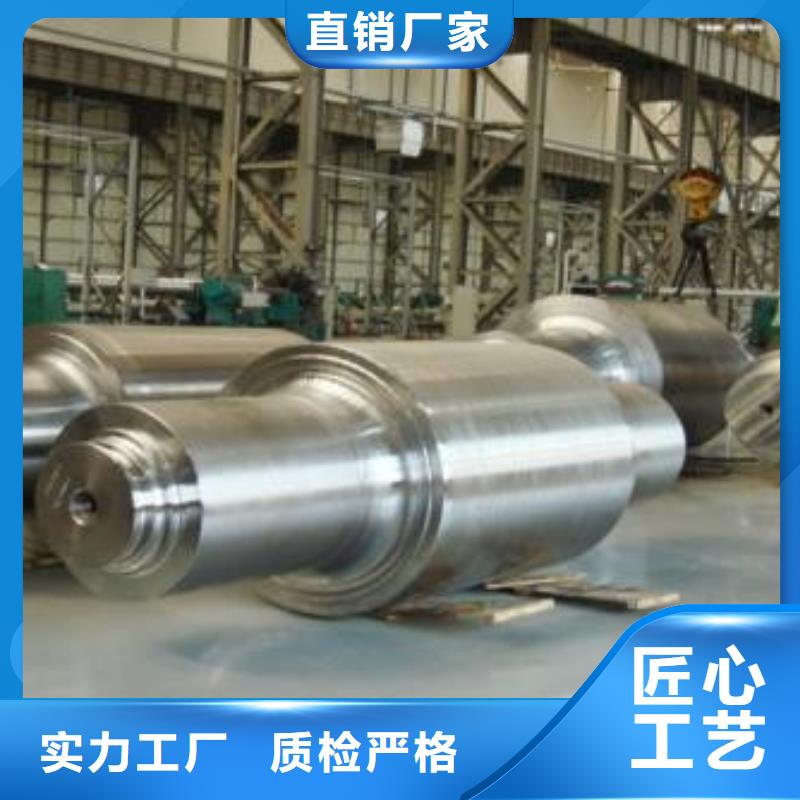
锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。






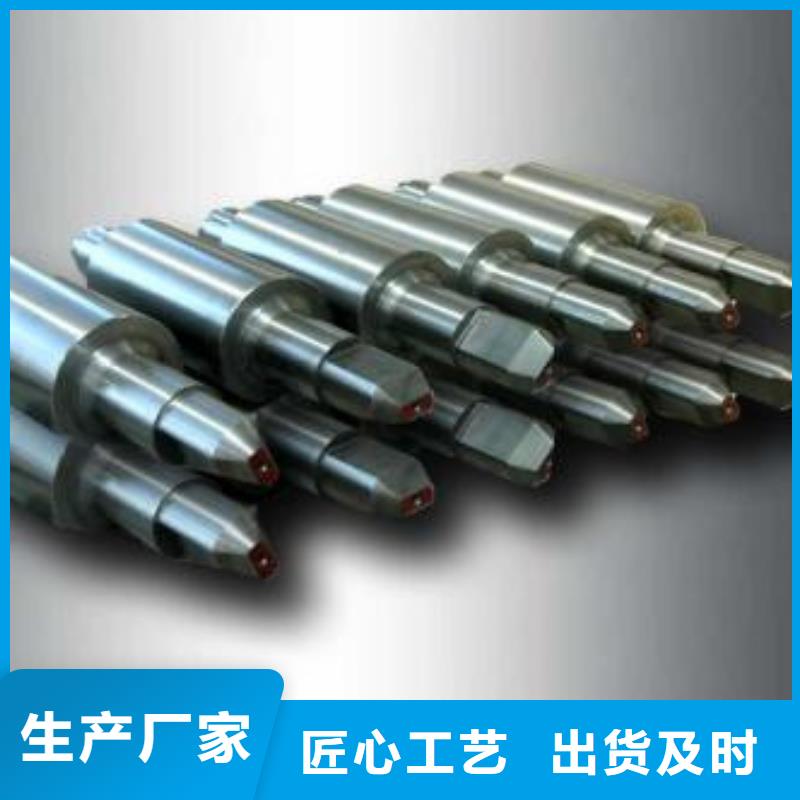
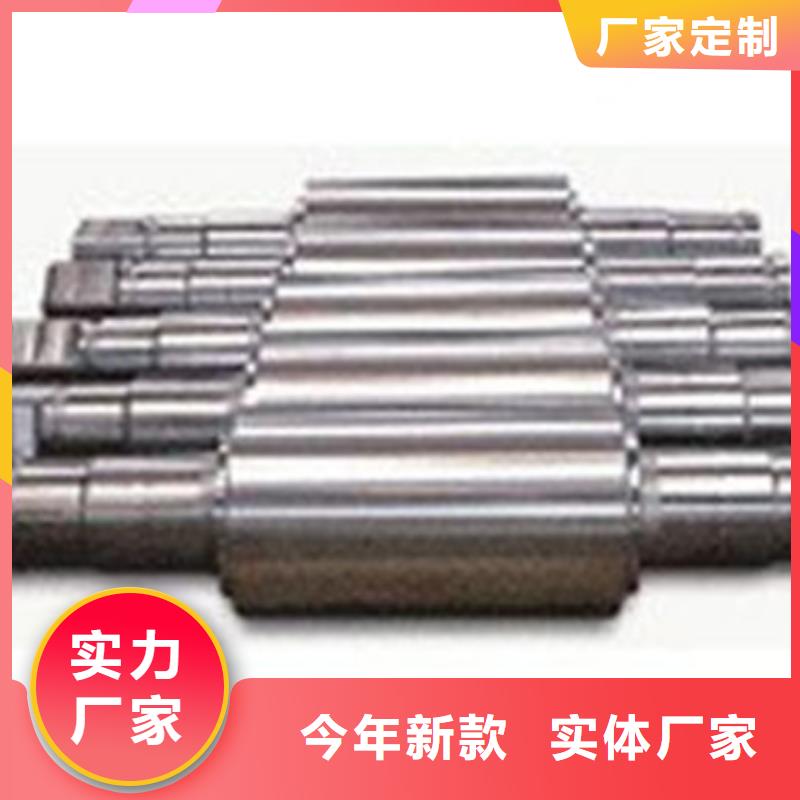
带钢热轧机上的轧辊即为高速钢复合轧辊,辊套采用高速钢材料,与高铬铸铁轧辊相比,高速钢复合轧辊的力学性能已显示出明显的优势。但由于高速钢复合轧辊工作层的基体上通常分布着组织粗大、脆性高的碳化物,导致辊面的硬度和热疲劳性能不佳,耐磨性较差,使用寿命较短,换辊频度上升,加上成本因素综合考虑,仍不能完全取代高铬铸铁轧辊。针对上述问题,本文开展了影响高速钢组织与性能的研究,对加入钒、铌等合金元素的轧辊用高速钢试件进行了淬火与回火热处理试验,分析了淬火温度、回火温度对高速钢硬度的影响,并通过金相组织显观察和能谱分析,研究了高速钢中碳化物的主要类型,制定了能获得更多颗粒状弥散分布碳化物的热处理工艺参数,进而为高速钢复合轧辊的实际生产提供了依据。



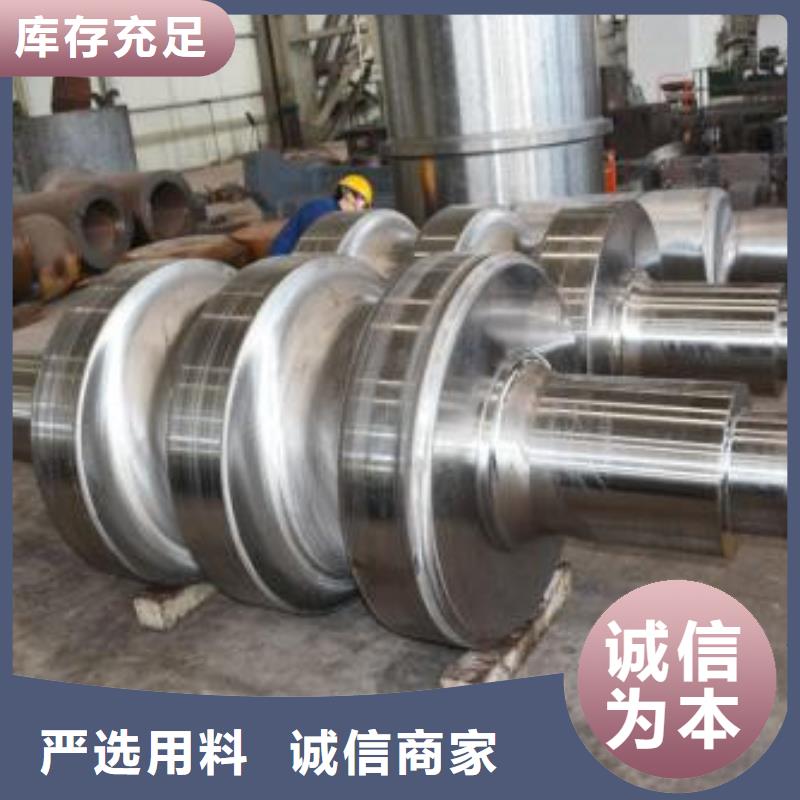
1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。
9cr2mo、量大优惠,新物通物资有限公司为您提供9cr2mo、量大优惠产品案例,联系人:李博,电话:13969518687、15263500888,QQ:632971786,发货地:东昌府区滦河路170号。