



想了解我们的80*3不锈钢复合管护栏产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:80*3不锈钢复合管护栏的图文介绍

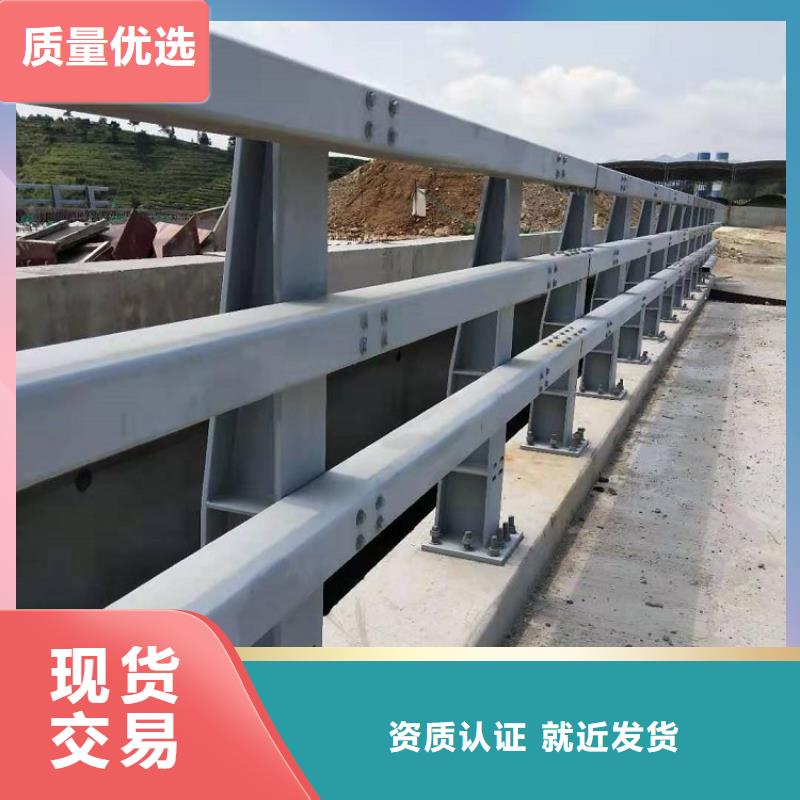
桥梁防撞护栏喷粉时应该注意的问题有哪些呢?怎样进行喷粉才是对桥梁护栏有好处的,作为桥梁护栏厂家,接下来小编带大家一起来学习一下怎么进行桥梁防撞护栏的喷粉问题。1、除去工件上剩余的水分2、可以保证肯定厚度的粉末涂料较好地附着在工件的表面3、保证工件尽快均匀受热,加快固化过程一般预烘的温度是go-140℃。交通护栏是设置在路肩外侧、交通分隔带以及人行道路牙等位置的一种交通设施。4、通过自体变形或车辆爬高来吸收碰撞能量,护栏厂家从而改变车辆行驶方向、阻止车辆越出路外或进入对向车道、程度地减少对乘员的伤害。5、桥梁防撞护栏采用 的承插式连接件进行安装可大大提高安装速度,万向承接式连接更使护栏容易在斜坡或不平整的地面上以任意角度、沿不同方向进行安装, 比木头坚硬,比铸铁更富有弹性和高抗冲性能,使用寿命长


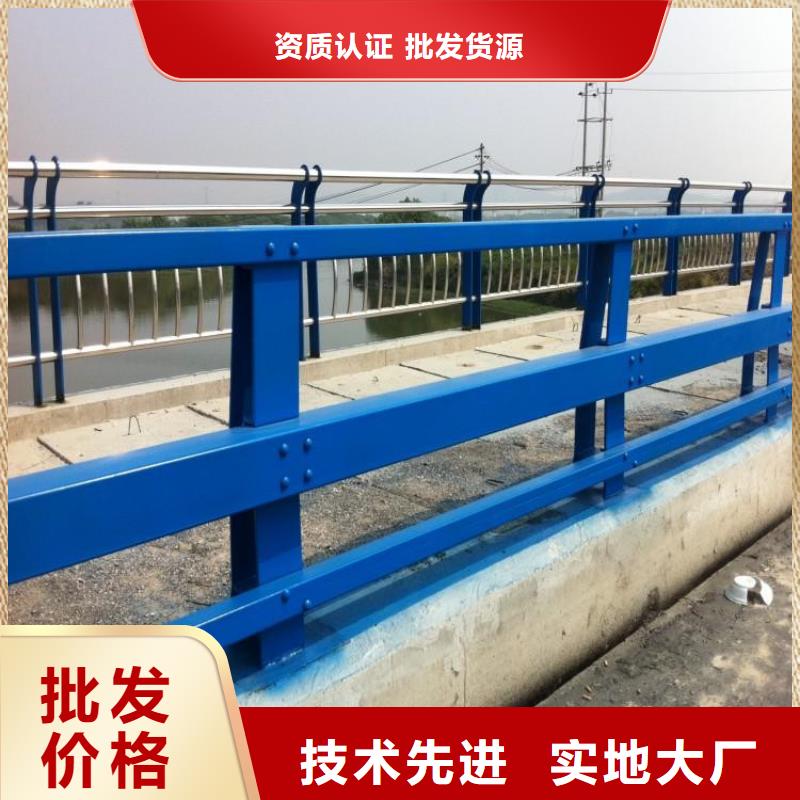
不锈钢复合管栏杆是护栏的一种重要类型,不锈钢复合管栏杆的主要的材质是不锈钢的,是比较坚硬地一种产品,不锈钢复合管栏杆在应用的领域中是比较广泛的,在桥梁,道路不锈钢复合管栏杆,园林等领域中都是不断地进行得到了巨大地应用的。不锈钢复合管栏杆应根据公路等级,综合考虑其性、协调性、需防护对象的特性及现场几何条件等因素确定防撞等级,然后再根据本身结构、经济性以及施工和养护维修等因素进行构造形式的选择。不锈钢复合管栏杆施工时应准确掌握各种设施的资料,特别是埋设于路基中各种管道的准确位置,在施工过程中不允许对地下设施造成任何破坏。如遇地下通讯管线、护栏厂家泄水管或涵顶填土深度不足时,应调整立柱位置,或改变立柱固定方式。不锈钢复合管栏杆由膨胀螺丝和路面固定。不锈钢复合管栏杆的立杆通过膨胀螺丝固定在路面上。一般安装在货运物流的通道两侧,靠近生产线设备,在工程建筑墙脚下,在门两侧和货运平台边缘。



绿洲安防科技有限公司主营 江苏泰州隔离护栏。公司坚持以“打造有价值、可优化、不断进步的超专业的服务,悉查客户需求,完善客户期待”的服务理念和“以品质求生存、以创新求发展、以信誉求市场、创新务实、完善自我”的经营理念。
公司在范围内拥有较多的客户群体,高素质专业团队,以现代物流理念,广泛服务于国内外各产业领域。感谢一直以来支持我们的广大客户,我们将以优质的品质,俱佳的经营理念和完善的售后服务,继续为广大客户精诚奉献,与时俱进,和谐共赢!


3.2 坡口形式可采用GB/T13148的对接6号。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧时,焊丝采用同E309相同成分的A302焊丝。.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,护栏厂家尽量减少基材金属的熔入量,即降低熔和比为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。
采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧时,焊丝采用同E309相同成分的A302焊丝。.6 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.7 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.8 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,护栏厂家尽量减少基材金属的熔入量,即降低熔和比为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。



