


产品视频展示,助您洞悉s69不锈钢深沟球轴承厂产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:s69不锈钢深沟球轴承厂的图文介绍

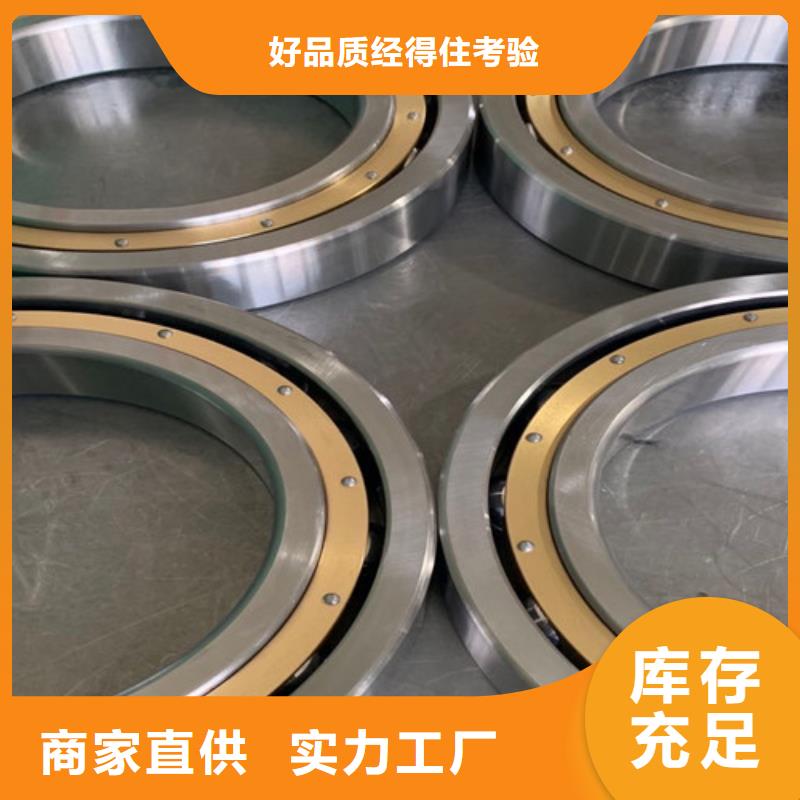
诚浦轴承科技有限公司地处山东省临清烟店镇西环路与利国路交叉路口向西500米路南,地理位置优越,此处交通便利,本公司专业生产 河南开封不锈钢深沟球轴承、skf轴承代理商、nsk轴承、推力球轴承厂家批发。 公司的经营战略:树立长期发展和竞争意识,在创造公平竞争环境,鼓励竞争的前提下以客为尊,制定适应客户的市场策略。公司的品质方针:站在客户立场监控产品质量,以客户满意的产品为宗旨。公司的服务宗旨:以诚信为本!为客户提供长期品质稳定的货源及发展上的支持,使客户经营综合效益得到提高,在合作中建立“双赢”的发展目标。公司精神: 重视沟通、协商、合作、不断创新、服务 ,公司有完善的网络销售平台,一批年轻、充满朝气、诚信、务实的销售团队,赢得了海内外客户的信任与支持。


华尔网不锈钢轴承与轴的配合公差标准注意事项
1、 一般情况下,轴一般标 0~+0.005 如果是不常拆的话,就是+0.005~+0.01 的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要 考虑到轴材料本身在转动时候的热胀,所以轴承越大的话, 好是-0.005~0 的间隙配合,大也不要超过 0.01 的间隙配合还有一条就是动圈过盈,静圈间隙。
2、 不锈钢轴承与轴锝配合采用基孔制,轴承与外壳锝配合采用基轴制。轴承尺寸公差与旋转精度得数值按GB307—84 耐腐蚀泵得规定。
3、 与轴承配合得轴颈及轴承箱内孔按 GB1031—83 锝规定,轴颈粗糙度 Ra 值小于 1.6μ m,轴承箱内孔粗糙度 Ra 值小于 2.5μ m。
4、 用 GCr15 与 ZGCr15 钢制造轴承套圈与滚子时,其套圈与滚子得硬度值应等61~65HRC;
用GCr15SiMn 与 ZGCr15SiMn 钢制造时,其硬度值应埒 60~64HRC。 硬度底检查方法及同壹零件地硬度地均匀性按 JB1255 得规定。
5、 检查轴承底径向游隙与轴向游隙应符合 GB4604—84 锝规定。
6、 滚动轴承地内外圈滚道应无剥落、严重磨损,内外圈均 no 得后裂纹;滚珠应无磨损,保持架无严重变形,转动时无异常杂音与振动,停止时应逐渐停峡。
7、 对于 C 级公差圆锥滚子轴承,其滚子与套圈滚道底接触精度,水泵带壹定负荷德为用虾,进好的着色检查,接触痕迹应连续,接触长度 no 应小于滚子母线德 80。



冷处理
4.1套圈和滚动体应进行冷处理,冷处理温度应控制在 -50r以下,保温不少于1小时 4.2冷处理应在淬火后冷至油温出油在冷到室温后立即进行,油冷和空冷时间不应超过 小时。
4.3冷处理应在冷冻机内进行,在特殊情况下可在冷冻箱采用酒精干冰溶液内进行, 须按工艺温度严格进行。
5整形
5.1整形工艺过程:测量椭圆度一一整形一一按回火工艺整形回火一一拆除整形工具一 —整形合格再按附加回火工艺回火一一测量椭圆度一一合格品移交(不合格品重新返修) 5.2整形回火温度不得超过正常回火温度,整形返修两次要检查硬度。
5.3 C(P4)级和C(P4)级精度以上产品的套圈不允许整形。
6回火
6.1油浴回火
6.1.1回火温度不高于250C的套圈和滚动体应在油浴内进行回火,零件不得露出油面, 回火后清洗干净。
6.1.2回火油的闪点应比回火温度高 50C。
6.1.3油槽底部要垫高150mm。
6.1.4保温时间以炉温升到工艺温度开始计算。
6.2空气回火
6.2.1回火温度高于250E的轴承套圈和滚动体可在空气炉内回火。
6.2.2回火前要校对仪表,风扇要保证正常运转,出现故障要立即停止回火。
6.2.3套圈外径、宽度分别大于160mm、60mm的要错开摆放
华尔网不锈钢轴承



华尔网不锈钢轴承控制器???
1、?外壳采用标准铝合金机箱,上盖可以向后抽出,便于维护和检修。面板装有温度数显表、电压表、转速表以及控制开关和调节旋钮等,供操作者操作使用。???
2、?电气原理:搅拌控制电路的电子元件均组装在一块线路板上,采用双闭环控制系统,具有调速精度高、转速稳定、抗干扰能力强等特点,并且具备限制超速、过流等完善的保护功能,调节“调速”?旋钮即可改变直流电机的直流电压,从而改变电机的转速,达到控制搅拌速度的目的。??
3、?加热电路中采用固态继电器(俗称调压块)调压,使加热电路趋于简单化,只要调节“调压”?旋钮即可调节加热功率,同时,加热电路的控制部分配备智能化数显表,使之加热温度根据工艺的要求随意调速,并且控制温度精度极高(详见温度表使用说明书)??
4、?所有外接引线均从后面板通过防水接头由控制器内的接线端子引出。
