
想要一睹厚壁精密钢管优质服务产品的风采吗?别犹豫,我们的视频将带您领略产品的每一个精彩瞬间,从细节中感受品质,从画面中捕捉魅力。
以下是:厚壁精密钢管优质服务的图文介绍


异形钢管的性能指数分析-塑性
塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。
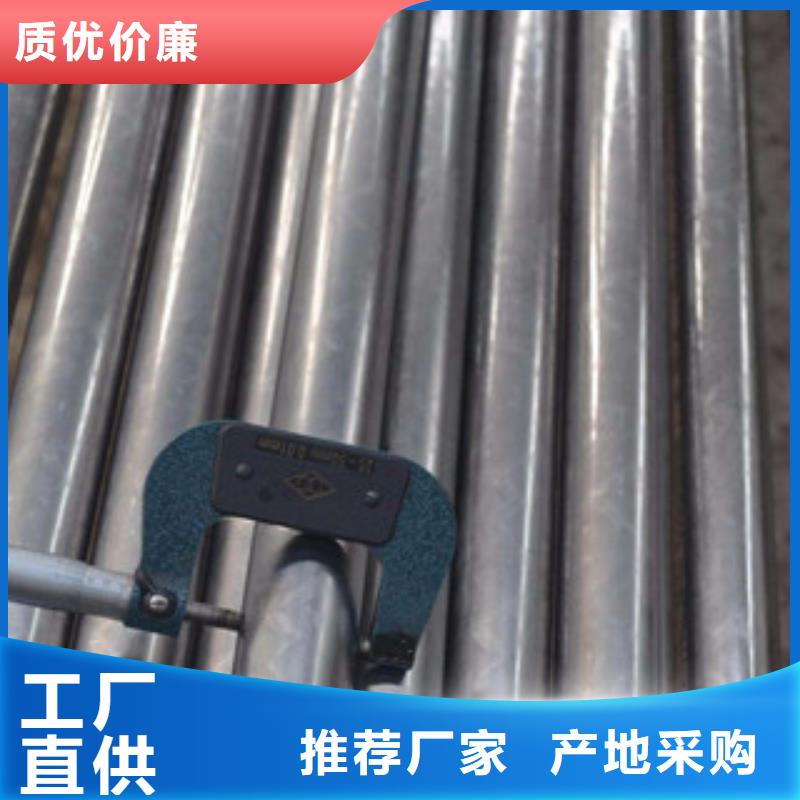
2. 异型钢管的性能指数分析-硬度
硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。
3. 异型钢管的性能指数分析-疲劳
前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。
4. 异型钢管的性能指数分析-冲击韧性
以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。
塑性是指金属材料在载荷作用下,产生塑性变形( 变形)而不破坏的能力。
2. 异型钢管的性能指数分析-硬度
硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。
常用的方法有布氏硬度(HB)、洛氏硬度(HRA、HRB、HRC)和维氏硬度(HV)等方法。
3. 异型钢管的性能指数分析-疲劳
前面所讨论的强度、塑性、硬度都是金属在静载荷作用下的机械性能指针。实际上,许多机器零件都是在循环载荷下工作的,在这种条件下零件会产生疲劳。
4. 异型钢管的性能指数分析-冲击韧性
以很大速度作用于机件上的载荷称为冲击载荷,金属在冲击载荷作用下抵抗破坏的能力叫做冲击韧性。



浩融金属制品厂有限公司为解决客户的后顾之忧与生产中所遇到的难题,公司成立了【广西来宾钢板】售后服务中心,有受过专业培训的工程师随时为客户提供服务。公司还成立了【广西来宾钢板】技术培训中心,可对新客户在设备的操作、工艺调配、设备故障的排除等方面进行系统的培训,达到买即能用,用就能出优良的【广西来宾钢板】产品,为客户回报丰厚的利润。


异型无缝钢管广泛用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的惯性矩和截面模数,有较大的抗弯抗扭能力,可以大大减轻结构重量,节约钢材。
异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。下面主要介绍一下钢管异型管。
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。
异型管一般是根据断截面来区分的,按材料来说又可分为无缝钢管异型管,铝合金异型管,塑料异型管。下面主要介绍一下钢管异型管。
钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。



我厂生产螺旋焊管(也称8710防腐螺旋钢管)生产的优点是:
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
(l)使用同一宽度的带钢能够生产出不同直径的钢管。尤其是可用辛带钢生产大直径钢管。
(2)螺旋形焊缝所承受的应力比直缝的小,仅为直缝焊管的75-90%,因此能够承交较大的压力。与相同直径的直缝焊管比较,壁厚可减少10-25%.从材料力学观点来看,一个薄壁的圆形管筒(如输油管),当其承受内压时径向应力&c是轴向应力&l (见公式15-4.5.)的两倍。因此,在确定壁厚时径向应力是决定的因素。螺旋形焊缝的切线与管筒体表面上的纵向直线(即圆筒体轴线的表面上的平行线)间形成夹角a,即称为成型角。
(3)尺寸梢确,一般直径公差不超过0.12%挠度小于1/2000椭圆度小于1%,一般可以省去定径和娇直工序。
(4)连续生产:理论上可以生产无无限长的钢管,切头、切尾损失小,可提高金属的利用系数6~8%.
(5)操作灵活,更换品种调整方便(和直缝焊管比较而言)。
(6)设备重量轻、初投资少,有的机组作成流动的,可以直接在敷设管道的施工工地上生产。
(7)易于实现机城化,自动化生产。
