





我们精心制作的北海市给水球墨铸铁管源头厂家产品视频已经准备就绪,【解锁新品!】北海市给水球墨铸铁管源头厂家产品视频,带你穿越新品体验之旅!
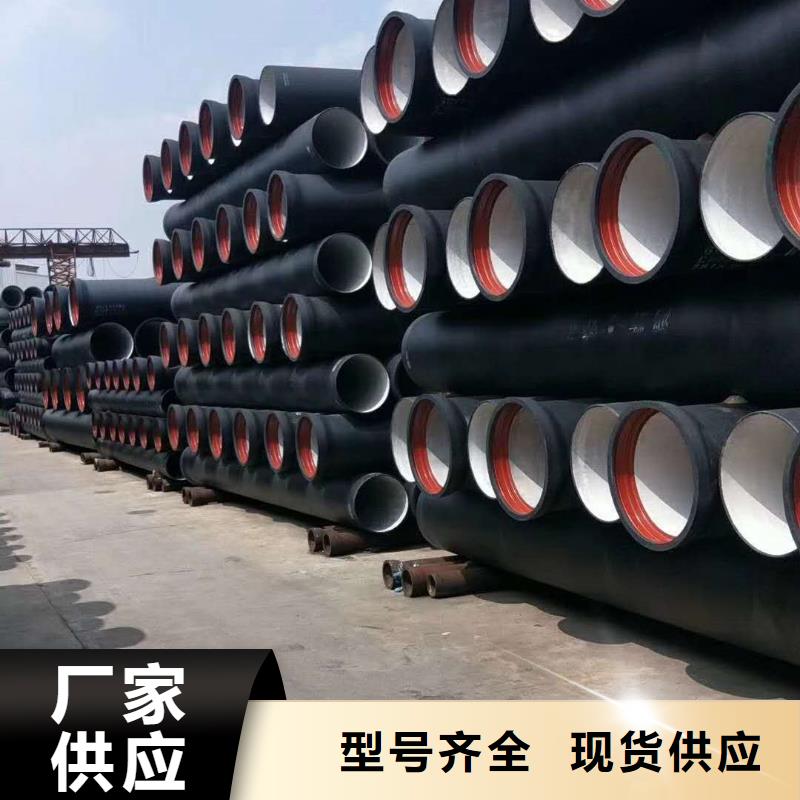
以下是:北海市给水球墨铸铁管源头厂家的图文介绍
总经理邓经理携全体员工愿与新老客户朋友本着诚实守信、互惠互利原则,以真诚的心架起彼此合作的桥梁,互相支持,共同发展,为 广西来宾球墨铸铁给水管行业的美好明天而共同努力。



我们根据华尔网球墨铸铁管件的结构特点和多年现场生产经验,分别设计了几种浇注系统方案,我们根据管件在砂箱中的具体状态来确定浇注形式:一般采用阶梯式、中注式或顶注式。横浇道和内浇道在华尔网球墨铸铁管件管体内壁或承口(或法兰)端面;直浇道设在横浇道的交叉处。塌箱现象与空腔砂型铸造不尽相同,严重的型壁位移会塌箱,浇注过程中负压中断,断流都会形成塌箱。华尔网球墨铸铁管件在砂箱中可以有不同的放置位置,可采用底注式、侧注式、顶注式、阶梯式等不同的浇注方式,这些浇注方式各有各的特点。浇注系统的设置要考虑到模样在砂箱中摆放的形态,原则是便于填砂紧实,形成合适的凝固方式,本着方便金属液充型和热解产物顺利排出,防止铸型溃散塌箱及粘砂、变形等缺陷,有利于造型时填充型砂。



华尔网球墨铸铁管因此,我们把模样及浇注系统分开上涂料,烘干后在组装起来,并进行必要的修补、烘干,供浇注用。模样的烘干温度为45℃±5℃。华尔网格瑞华尔网球墨铸铁管消失模铸造涂料用浸涂法施涂,有生产效率高,节省涂料、涂层均匀等优点。但由于泡沫模样密度小(与涂料密度相差几十倍),且本身强度又很低,浸涂时浮力大,华尔网球墨铸铁管因此仅适用于模样可浸入或半浸入涂料中的中小型管件。大口径华尔网球墨铸铁管件泡沫塑料模样,只能用喷淋、刷涂、淋涂的方法施涂。为此,我们在涂料槽底部加装一泥浆泵,联接上喷淋管,使涂料可源源不断的从管口流出,华尔网球墨铸铁管具有喷淋功能。上涂料时,通过翻转模样,华尔网球墨铸铁管将涂料喷淋到各个部位。泥浆泵及其管路,还起着对槽中涂料进行循环搅拌作用。涂层厚度控制在1.0-1.5mm。由于泡沫模样在施涂过程中需翻转,而且要多人合作完成,浇注系统容易碰掉或损坏。


断面严重氧化,无金属光泽,裂口沿晶粒边发生和发展,外形曲折而不规则的裂纹,长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁,有金属光泽称冷裂纹,长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口,称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹,一般长度为70mm~10 0mm。 华尔网球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹,3)热裂纹。



