





打磨平整光洁,不允许有焊渣、崩浅、毛刺或未打磨等情况;栏杆接缝应严密,不得有裂缝、翘曲、锻痕。焊接完成后,应将焊渣敲净。漆面平整均匀,不允许有色差、漏漆现象。表面平滑、均匀,不允许有、鼓泡、气孔、流挂、裂纹、夹杂物、发粘、划痕等缺陷。栏杆高度、问距、安装位置应符合设计要求。栏杆之问竖向问距不大于110mm ,允许偏差不大于3㎜ 。栏杆竖向平面乖直度不大于3 ㎜,横向平面直线度不大于4 ㎜。栏杆高度允许偏差不大于3 ㎜。
应注意的质量问题:尺寸超出允许偏差:对焊缝长宽、宽度、厚度不足,中心线偏移,弯折等偏差,应严格控制焊接部位的相对位置尺寸,合格后方准焊接,焊接时精心操作。焊缝裂纹:为防止裂纹产生,应选择适合的焊接工艺参数和焊接程序,避免用大电流,不要突然熄火,焊缝接头应搭接10-15mm ,焊接中不允许搬动、敲击焊件;表面气孔:焊接部位必须清洗干净,焊接过程中选择适当的焊接电流,降低焊接速度,使熔池中的气泡逸出。
铁艺栏杆安装:工艺流程 后加理件法:安装预理件一放线一安装立柱一扶手与认柱连接(针对木扶手工程);安装预埋件后加埋件做法是:采用膨胀螺栓与钢板来制作后置连接件,先在土建基层上放线,确定众柱固定点的位置,然后在安装基层上用冲击钻钻孔(对于安装基层有面砖和理石面层的,在使用专用理石钻头或水钻现在面层上开孔后,用冲击钻钻孔),再安装膨胀螺栓,螺栓保持足够的长度,在螺栓定位以后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述方法。
由于上述后加埋件施工,有可能产生误差,因此,在立柱安装之前,应甫新放线,以确定埋板位置与焊接众杆的准确性,如有偏差,及时修正二应保证立柱全部座落在钢板上,并且四周能够焊接。焊接立柱时,需双人配合,一个扶住栏杆使其保持乖直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。木扶手安装(针对木扶手工程)找位与划线: 安装扶手的固定件:位置、标高、坡度找位校正后,出扶手纵向中心线。按设计扶手构造,根据折弯位置、角度,划出折弯或割角线。


成品保护:运输过程中配件之间用非金属软质材料隔开垫好,应有效防止运输过程中因颠簸碰掩造变形、划伤等成品破坏问题。栏杆钢质栏杆在运至现场及安装过程中,钢质构件表面均应用塑料布满保护.栏杆、竖杆、扶手运输过程中必需有防潮、防碰保护措施。栏杆在地盘暂时存放时应置于干净户内,应水平或侧众于高度大于200MM 的垫木方。保洁注意事项:严禁使用油漆稀释剂、脱漆松水、二甲苯、草酸等溶液擦拭金属表面;严禁上述易腐蚀溶液接触金属表面。不得用金属下具铲擦喷塑表面防止表面产生划痕。
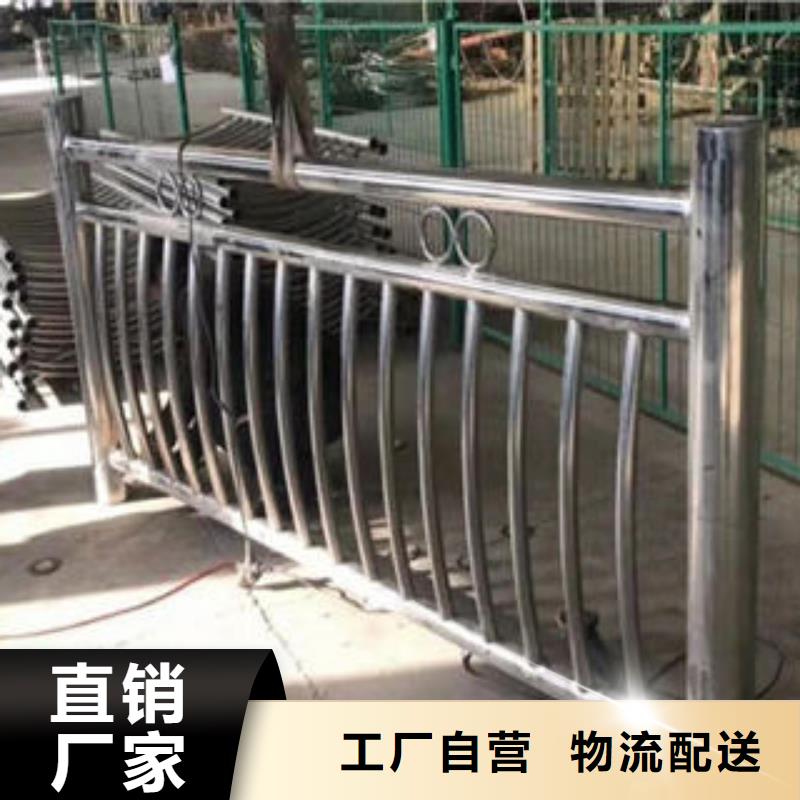
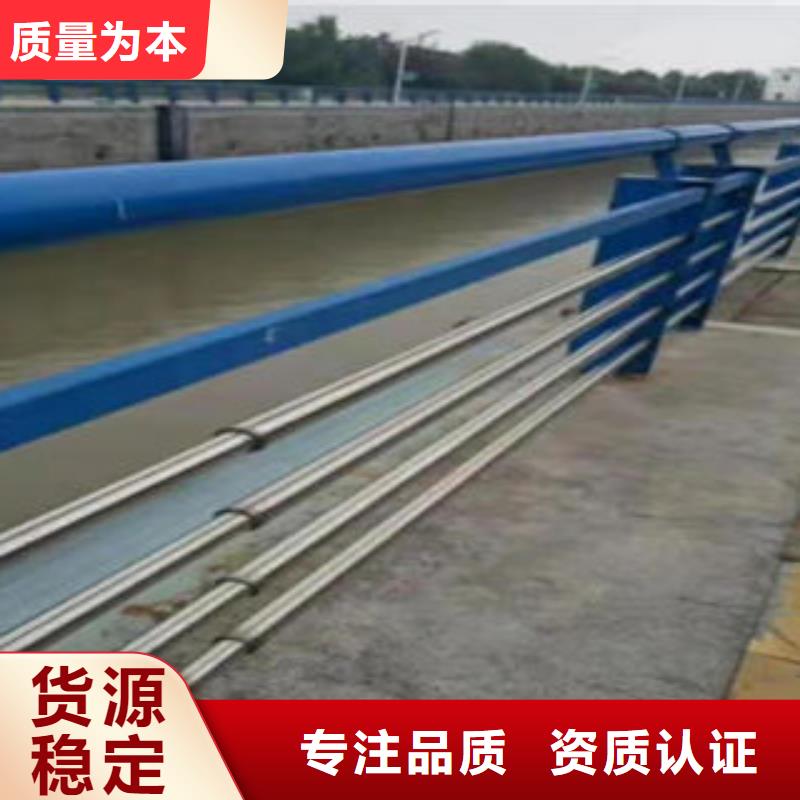
据了解,安装隔离护栏是交警部门的缓堵措施之一,可遏制机动车随意掉头、强行超车、不按导向车道行驶等现象,特别是机动车在转弯时,隔离设施发挥了有效分离和让行的作用,减少了冲突,提高了通行效率。行车秩序明显改善,进一步了城市文明。铁艺护栏的基材是选用优质钢材经过热浸镀锌处理工艺加工而成的,能够有效组织铁艺工件比氧化的机会,延长铁艺护栏的使用寿命。
铁艺护栏表面经过阿克苏诺贝尔彩色离分子处理工艺,可以自己选择表面颜色,一般常用的颜色有乳白色、草绿色、天蓝色、浅粉色等。涂完颜色后,表面还要经过仿搪瓷处理工艺,使铁艺护栏表面形成一层的保护层。这样能使铁艺护栏有很好的自洁能力,雨水冲刷或水喷射即可光洁如新。用这种方法可以使铁艺护栏内部,外部均收到保护,无论是在凹陷处,还是在管件内部,锌液都能均匀的覆盖上,使铁艺护栏得到的保护,防锈漆高达50年以上,期间无需维修保养。



热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
离心铸造和离心铝热剂法离心铸造是为适应海洋油气生产而开发的,适用于制造内衬金属熔点低于外层金属熔点的复合管。衬层和基体均采用液态金属。将制外管的钢液引入一旋转金属模,在外管凝固过程中监测管内温度。当外管凝固并达到一定温度时,浇入耐蚀合金等内层金属。通过控制铸造条件,可以生产出牢固的冶金结合的双金属复合管。
当应用液态金属进行表面堆敷时,采用离心技术可复合层容易出现的气孔和夹杂。这时,熔化金属中密度低的渣、杂质和气体上升到表面,而较重的金属成分下沉,在管壁上形成一致密层,从而提高熔敷质量和再现性。因此其优缺点分别为:
优点:界面实现冶金结合,致密度高,排渣、排气性好。缺点:若没有其后的热变形,仅限于铸态使用,其粗大的铸态组织导致各层金属的力学性能不能充分发挥。另外,该方法不能生产外层为轻合金的复合钢管。



鑫海达不锈钢复合管生产制造厂家有限公司是广西来宾地区较早生产经营 广西来宾不锈钢复合管楼梯扶手的生产型企业,采用现代化管理方法,以质量控制求生存,以扩大品种谋发展,我公司主要生产 广西来宾不锈钢复合管楼梯扶手等产品。 公司深入开展企业内部的各项基础管理工作,以提高技术为先导狠抓了质量,使企业享有很高的信誉,依靠严格的科学管理,雄厚的技术力量,上乘的质量,为用户提供了满意的 广西来宾不锈钢复合管楼梯扶手产品。 在激烈的市场竞争中以振兴民族工业为己任,信誉为本,一如既往地竭诚为广大用户提供合格的 广西来宾不锈钢复合管楼梯扶手产品和服务。


