



鑫森通达无缝钢管有限公司设备先进技术力量雄厚,公司本着平等互惠、诚信守约的原则、科学的质量管理体系。公司坚持以市场为导向,牢记“品质保证、信誉至上、价格优惠、服务至上”的经营理念。通过努力,已为各类客户提供了高质量的 西藏拉萨冲压片产品和完善服务,使公司保持了稳健的发展势头。朝着“立足全国,面向世界”的发展目标不断迈进!公司营销部设在经济技术开发区,竭诚欢迎广大新老客户来电莅临指导,洽谈业务。


对于异形钢管工艺处理你了解多少
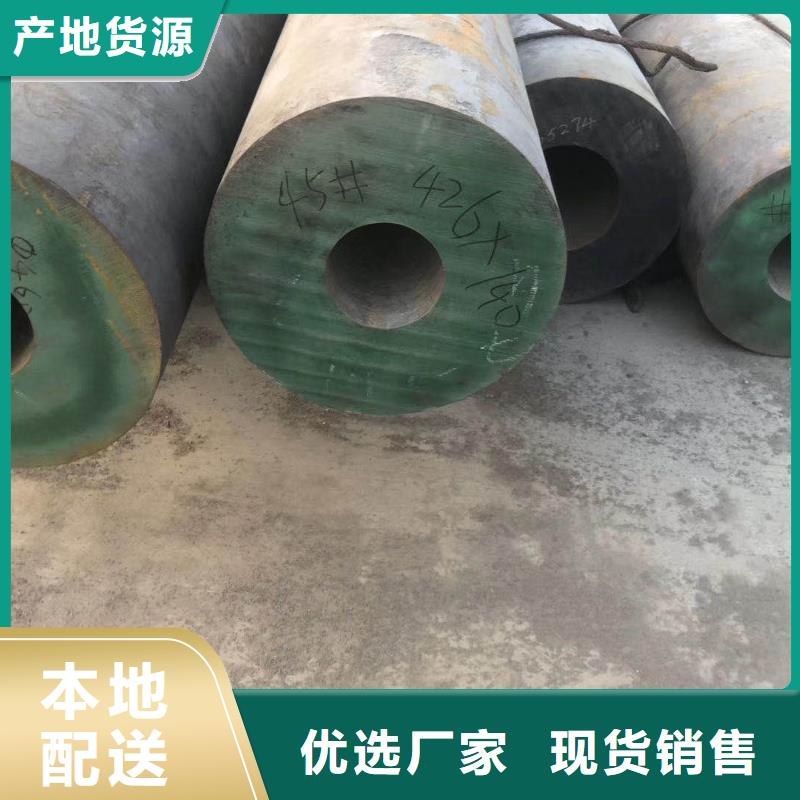
异形钢管出产时的工艺处理:异形钢管的出产是十分严厉的,因一点差异就会导致其制品作废,异型钢管是以精细冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行关闭及防锈处理而做成的精细液压无缝钢管。
异型钢管表里表层构成细密的磷化层,再经防锈处理后有用避免钢管氧化,所以钢管的防锈功能很好,一起因为钢管表层磷化后构成的孔磷化膜(层),能够强有力将油漆附着在钢管表层,有用避免油漆掉落的现象,关于用于野外作业的环境中是抱负的产品。
运用异型钢管时主张用户在钢管曲折完成后做擦拭,例如用海绵运用压缩空气进行通过式擦拭的方法,当然液压体系正常作业前的体系预擦拭也是有必要的过程。液压体系中运用的钢管主要是异型钢管和往常无缝钢管,异型钢管虽然有着的机械功能,但因为价格高价位,精度低,未能取得广泛运用。
而往常无缝钢管虽然运用广泛,但其机械功能较差,精度比较低,运用之前一般要通过一系列的焊接、试装、酸洗、碱洗、水洗、长时间串油、试漏,工序冗杂、费时、费材不可靠,且一向未能彻底管内残余物,成为整个液压体系随时发作毛病的一大忧患。椐计算,液压体系中有70百分之的毛病便是这一原因形成的



造成冷拔无缝钢管内外管壁有划痕的原因
1、冷拔无缝钢管的内壁表面缺陷
高精度冷拔无缝钢管内表面粗糙度Ra≤0.8μm,内径尺寸精度可以达到H9~H10,只有如此才能保证珩磨后达到H7~H8的内孔尺寸和Ra≤0.2μm的内表面粗糙度要求。影响珩磨管表面粗糙度的主要因素除珩磨机设备精度外,冷拔无缝钢管内表面质量是另一关键点,冷拔无缝钢管内表面缺陷经山东无缝钢管厂实测数据分类,主要有3种。
1.1.麻点
冷拔无缝钢管经粗珩后,可以发现其表面由许多凹点状缺陷,此种缺陷如果没有磨去会严重影响缸筒内孔光洁度,对于缸筒来说便属于废品。
1.2.划伤
划伤缺陷是冷拔时产生的,一般为一条沿钢管轴线方向上的划痕,必须有超过此划痕深度的珩磨余量,才可能磨去此种缺陷,加工出合格的缸筒。
1.3.不圆
冷拔无缝钢管在生产时,固定在芯杆上的内模是可以上下浮动的,所以,冷拔无缝钢管内径不象机加工管一样平直。另外,有些热轧无缝钢管、同管壁厚差较大,冷拔变形时由于管内存在变形不均匀现象,容易产生冷拔无缝钢管的不圆点。此管经珩磨后便会发现内孔有一个片状表面与其它地方反光度不同,如果磨削量较小,此处连冷拔时的磷化层也未磨去。严重影响缸筒表面质量。
根据山东无缝钢管厂多年来对珩磨管表面缺陷的跟踪分析,由于冷拔原因产生的各种缺陷所占比例分析为:麻点 87% 划伤10% 不圆3%


冷拔无缝钢管生产过程有无芯棒需要注意事
一、冷拔无缝钢管无芯棒拔制生产注意事项:(拔制时只用拔管模不必芯棒);
二、冷拔无缝钢管短芯棒拔制生产注意事项:(拔制时用拔管模及轴向固定的长度不大的短芯棒);
三、冷拔无缝钢管长芯棒拔制生产注意事项:(拔制时用拔管模及随所拔钢管一起移动的长度略大于管子长度的长芯棒);
四、冷拔无缝钢管游动芯棒拔制生产注意事项(拔制时用拔管模及不作轴向固定而能自行稳定地保持在变形区中的短芯棒)。其间前两种在出产上应用得尤其遍及;无芯棒拔制用来减小冷拔无缝钢管的外径;其他三种带芯棒的拔制首要用来紧缩无缝钢管的壁厚,一起也有必定的减径变形。
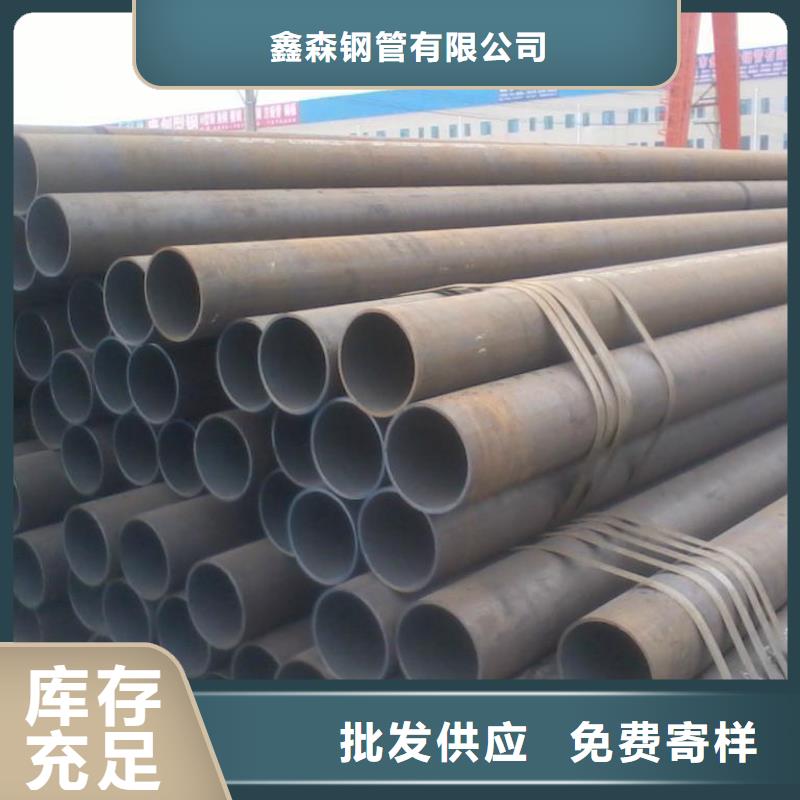
冷拔精密无缝钢管具有内外壁无氧化层、高压、无泄漏、高精度、高光洁度、冷弯、压扁、压扁无变形、表面无裂纹、防锈处理等特点。主要用于汽车、摩托车的机械结构、液压设备、气动或液压元件。



