



我们为您准备了远大阀门质量认证产品的全新视频介绍,视频中的每一帧,都是产品的真实写照
以下是:远大阀门质量认证的图文介绍
远大阀门集团有限公司位于东丽区大毕庄不锈钢城。生产的主要产品有: 四川乐山远大阀门厂。
诚信是金。人无信不立,商无信不远,我们站在发展的角度,坚持走诚信之路,更把这种经营理念贯穿于每一道生产工序中。我们本着以质量拓市场,以信誉赢客户的宗旨,不断增强自身实力,完善内部机制;以更优良的技术,更优良的服务奉献给广大用户。
竭诚欢迎广大客户前来参观指导、协商洽谈!


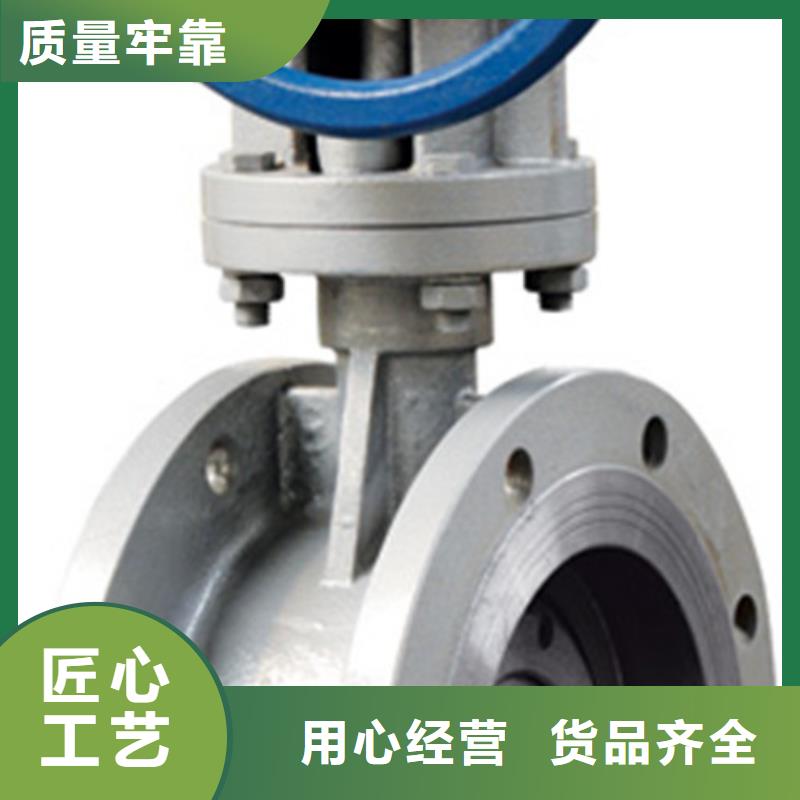
目前,海内合成氨装置主要需用闸阀、截止阀、止回阀、疏水阀、蝶阀、球阀、隔膜阀、调节阀、针型阀、阀、高温低温阀;水电站应用阀门、电站的建设正向大型化方向发展,所以需用大口径及高压的阀、减?。 因为合成氨原和净化方法不同,其工艺流程不同,所需阀门的机能也不同。炼钢行业主要需用金属密封球阀、蝶阀及氧化球阀、截止闪和四通换向阀;海洋应用阀门、跟着海上油田开采的发展,其海洋平发需用阀门的量也逐渐增多。 以上10种大类阀门产品中,通用阀门的需求相比居多,如仪表阀门、针型阀、针形截止阀、闸阀、截止阀、止回阀、球阀、蝶阀居多;乡村、城市建筑应用阀门、城建系同一般采用低压阀门,目前正向环保型和节能型方向发展。






因此,制造研具的材料应对磨粒有适当的被嵌入性和自身几何形状精度能长久保持性。灰铸铁HT200是制作研具的理想材料,其组织中既有耐磨的渗碳体,又有韧塑性较好的铁素体,还含有石墨成分,起到了润滑作用,且易于成型和加工。 当要规定的表面质量而必须耗费的研磨时间大于为了去除余量所需时间时.就应适当降低研磨速度。经试验,如下速度值比较适宜:在粗研时,对研磨工具或需研磨的工件的速度为20~50m/min。三精阀门在精研磨时,对研磨工具或需研磨的工件速度为6~12m/min。 表面粗糙度值的选取表面粗糙度是表面质量的主要指标之一。对表面功能有很大的影响.对表面磨损,刚度和密封性能等都有直接的作用,同时影响到产品的使用性能和寿命。采用不同的研磨方法和粒度时,达到的表面粗糙度亦不同。



ASTMA352/A352M2006中规定,重要补焊后的去应力或焊后热处理是强制要求。与A217/A217M相对应的行业标准JB/T5263-2005中将重要补焊定义为重缺陷。但事实上,除铸件毛坯可以再加热处理外,许多缺陷往往是在精加工过程中才发现的,已无法再热处理。 因此,生产实践中,通常是由有经验的持有压力容器焊接的焊工在现场用有效的方法解决。精加工后发现的缺陷补焊后,已无法做整体应力回火处理,一般可采用缺陷部位氧-火焰局部加热回火方法。采用大 割炬中性火焰来回摆动,将铸件加热到表面出现目视可见色(约740℃),保温(2min/mm,但不少于30min)。 应力处理后应立即在缺陷处盖上石棉板。珠光体钢阀门通径上的缺陷,补焊时还应在通径内腔填塞石棉板,使之缓冷。不锈钢铸件在补焊后一般不作处理,但应在通风处施焊,使补焊区快冷。在合同和条件许可下,应重做固溶化处理。