


想要快速了解86crmov7现货供应产品?视频给你直观的感受!
以下是:86crmov7现货供应的图文介绍

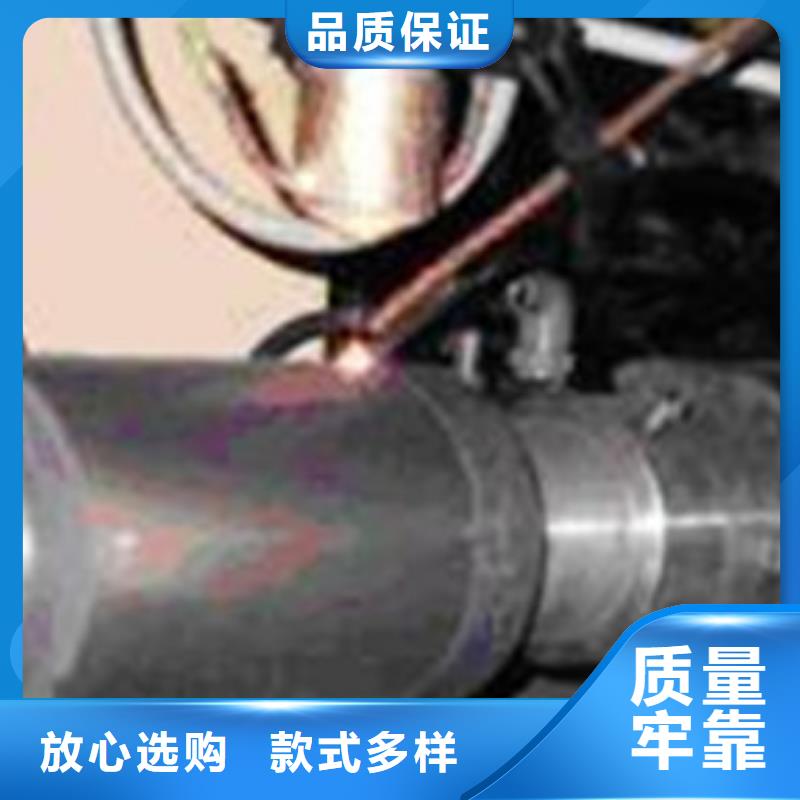
同时高速旋转铸造设备,产生的离心旋转力与稳恒磁场相结合对钢液产生电磁搅拌,电磁离心铸造既保留了普通离心铸造组织致密,疏松气孔少等优点,又使粗大的柱状晶组织转变为均匀的等轴晶组织,并使第二相的分布趋于均匀,成分偏析得到控制。采用该方法生产的高速钢复合轧辊的铸锭有理想的观组织和界面结合力,使用性能好。
2)连续浇注外层成形法(CPC)。为了克服离心铸造高速钢轧辊偏析缺陷,日本新日铁公司开发了制造高速钢轧辊的CPC法,它具有节能和轧辊性能好等特点。其基本原理是把作为轧辊外层材质的钢水浇铸到垂直竖立的芯棒和水冷铸型间的空隙里,在钢水逐渐与芯棒熔敷的同时,依次使其凝固,断续向下方拉拔,制成复合轧辊。为了使浇铸的外层材质与芯棒完全熔敷,通过电磁感应加热对钢水和芯棒供热。


新物通物资有限公司拥有专业的技术人员为您提供及时、便捷、贴心的技术咨询服务,10余年的坚持让我们的服务更专业,售后更完善,供货更及时。 我们的 四川乐山不锈钢厂家、2205不锈钢管、精密异形钢管、冷拔异型钢管产品具有自主知识产权,自主研发生产和提供厂家直销服务,性价比高是我们保障客户切身利益所坚持不变的服务原则。



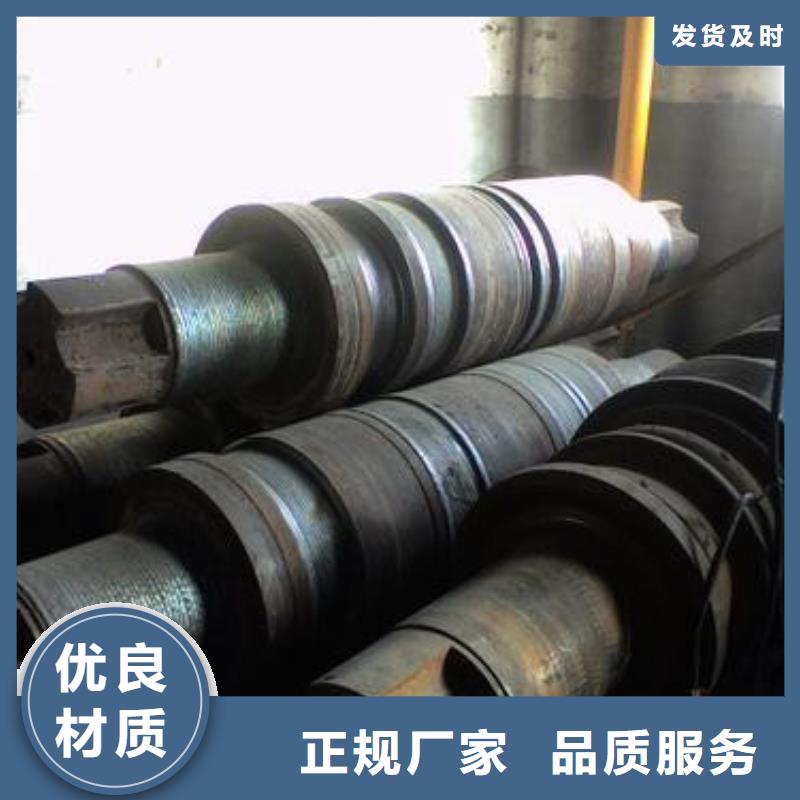
锻造由压钳把、倒棱、镦粗、拔坯压实、精锻等基本工序组成。锻造辊套时,尚有冲孔、扩孔等工序。锻造比是反映锻件质量的重要指标之一,热轧辊的锻造比一般不小于2.5;冷轧辊不小于3;支承辊不小于2。借助于冶炼和锻造技术的改进,锻造比可适当降低,如用电渣重熔钢生产冷轧辊选用锻造比为2。钢锭的冒口应有足够的切除量,以便去除钢锭的缩孔和偏析。通常热轧辊的锻件钢锭利用率为55%~62%;冷轧辊及支承辊为55%~60%。轧辊钢锭镦粗后,依轧辊的种类、重量及尺寸大小选用不同锻造法进行拔坯压实工序。宽砧大压下量锻造法(KD法)适用于高、中及低塑性,大、中型冷、热轧工作辊及支承辊;宽平砧强压下锻造法(wHF法)和去除中心部位拉应力锻造法(FM法)适用于高、中塑性大型及特大型支承辊;中心压实法同WHF法或FM法可配合使用。各种锻造方法的参数列于表3。轧辊锻件的典型锻造工艺列于表4。

