


想要深入了解北欧化工PE燃气管生产厂家产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:北欧化工PE燃气管生产厂家的图文介绍
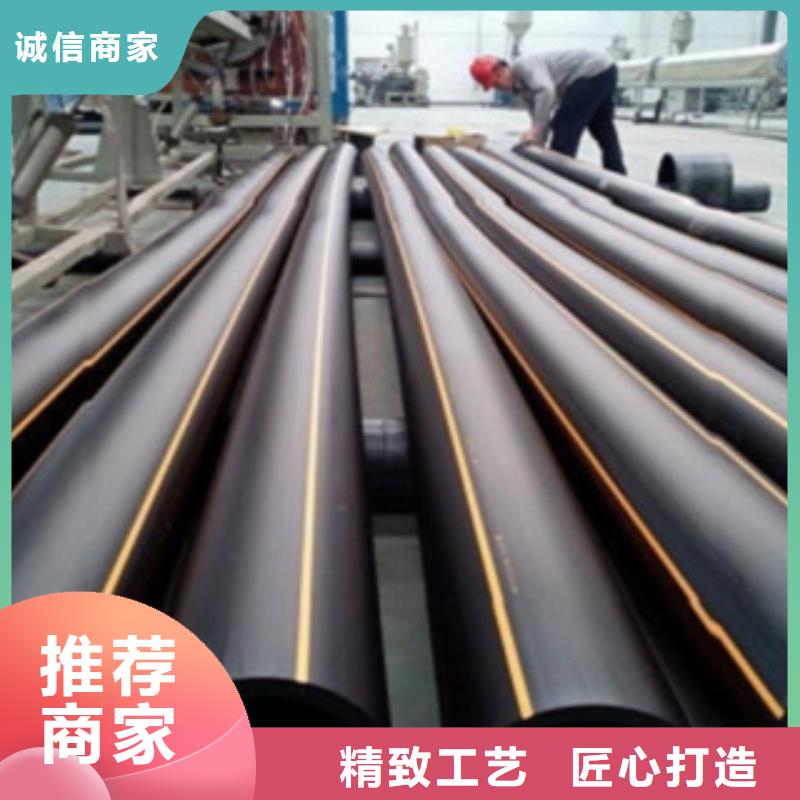
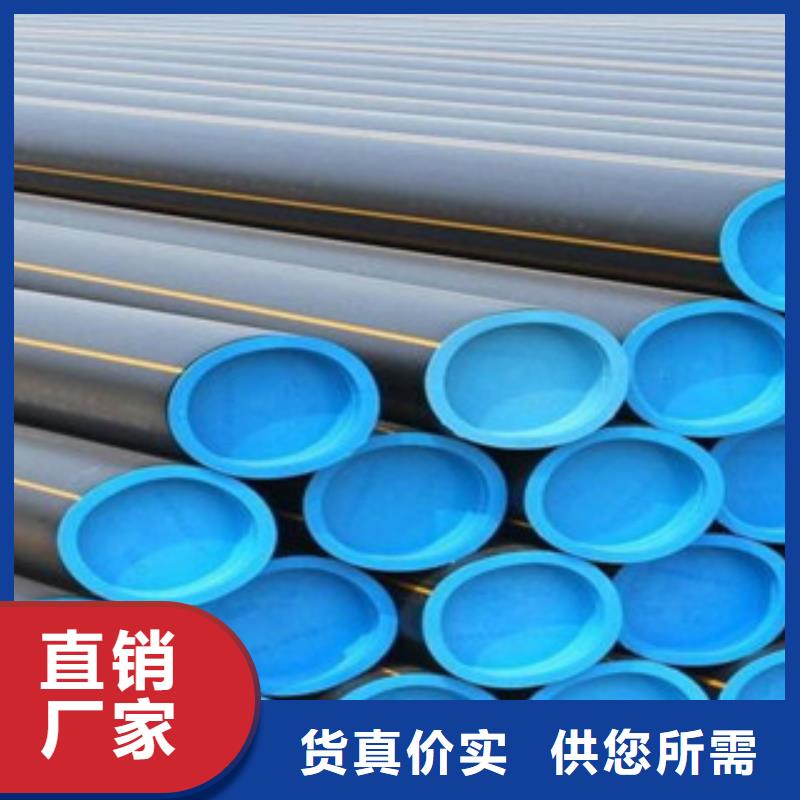
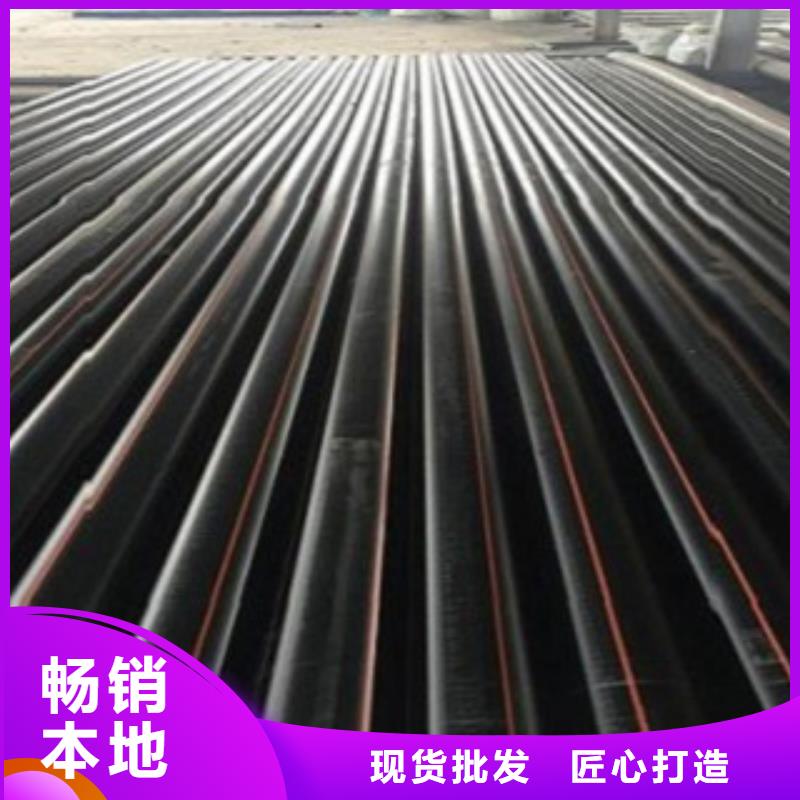
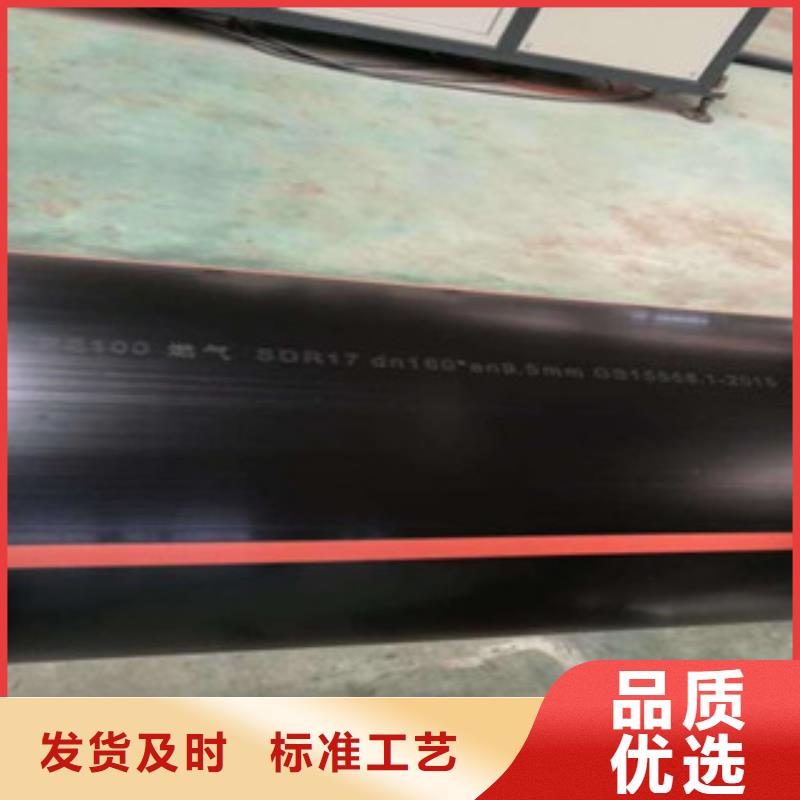
产品细节图

公司与上世纪80年代成立,公司是国内早一批从事PE管材件生产与研制的企业,下面就PE燃气管特点、优势、安装事项进行下说明公司与上世纪80年代成立,公司是国内早一批从事PE管材件生产与研制的企业,下面就PE燃气管特点、优势、安装事项进行下说明。长龙管业与上世纪80年始进行PE燃气管研制,并在随后30多年的时间里对PE燃气管的配方进行过多达五次升级改造,使得PE燃气管在实际使用过程中0失误。由于PE燃气管输送的是危险的天然气,这使得在生产过程及安装过程中不允许出现细的失误。其实对于天然气输送也有其他管路材质可以运用,那为何我们要用PE材质的PE燃气管呢?对此我将从以下几点详细说明用PE燃气管的好处:PE燃气管特点及优势(1)PE燃气管道具有耐低温。
韧性好,刚柔相济。(2)PE燃气管具有耐腐蚀性强、抗太阳紫外线氧化。无电化学腐蚀,不需要防腐层(3)PE燃气管“0”泄漏危险。PE燃气管主要采用熔接连接(热熔连接或电熔连接),本质上保证PE燃气管接口与管体本身的直接相连无需其他配套设施,实现了PE燃气管接头与管体的一体化。因此与橡胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄漏的危险(4)PE管具有优良的抗挠性、高韧性。PE燃气管管体本身具有很强的抗拉性、抗摔性、抗弯曲、抗磨性,PE燃气管能抵抗在在实际使用过程中因人为或施工地点原因不小心造成管体大幅度变形、抛落、车辆碾压造成管体破裂。(5)PE燃气管使用寿命长,可达50年以上。(6)PE燃气管重量轻。
方便运输。(7)PE燃气管和其他材质相比具有很强的光滑性。PE燃气管内壁粗糙度小,其粗糙度为0.01mm,而钢管内壁粗糙度为0.2mm,这样从流体输送能力上应该比钢管大得多,输送管线长度要远得多。另外,虽CJJ63-95技术规程2.2.3规定燃气流速不宜大于5m/s,但国外PE燃气管的使用流速均在10m/s,有关文献报道目前国外PE燃气管运行流速在20m/S以上也在正常运行。特别是CJJ63技术规程报批稿上显示“PE燃气管流速不宜大于20m/s”,这充分说明了流体输送能力上应该比钢管大。因此,选用PE燃气管在运行能力上是非常有潜力。PE燃气管工程施PE燃气管安装工艺简单,易操作。PE燃气管的连接方式有二种。
韧性好,刚柔相济。(2)PE燃气管具有耐腐蚀性强、抗太阳紫外线氧化。无电化学腐蚀,不需要防腐层(3)PE燃气管“0”泄漏危险。PE燃气管主要采用熔接连接(热熔连接或电熔连接),本质上保证PE燃气管接口与管体本身的直接相连无需其他配套设施,实现了PE燃气管接头与管体的一体化。因此与橡胶圈类接头或其他机械接头相比,不存在因接头扭曲造成泄漏的危险(4)PE管具有优良的抗挠性、高韧性。PE燃气管管体本身具有很强的抗拉性、抗摔性、抗弯曲、抗磨性,PE燃气管能抵抗在在实际使用过程中因人为或施工地点原因不小心造成管体大幅度变形、抛落、车辆碾压造成管体破裂。(5)PE燃气管使用寿命长,可达50年以上。(6)PE燃气管重量轻。
方便运输。(7)PE燃气管和其他材质相比具有很强的光滑性。PE燃气管内壁粗糙度小,其粗糙度为0.01mm,而钢管内壁粗糙度为0.2mm,这样从流体输送能力上应该比钢管大得多,输送管线长度要远得多。另外,虽CJJ63-95技术规程2.2.3规定燃气流速不宜大于5m/s,但国外PE燃气管的使用流速均在10m/s,有关文献报道目前国外PE燃气管运行流速在20m/S以上也在正常运行。特别是CJJ63技术规程报批稿上显示“PE燃气管流速不宜大于20m/s”,这充分说明了流体输送能力上应该比钢管大。因此,选用PE燃气管在运行能力上是非常有潜力。PE燃气管工程施PE燃气管安装工艺简单,易操作。PE燃气管的连接方式有二种。


随着PE燃气管道越来越多的替换老旧铸铁管道,一些不常遇到的问题就接踵而至,有些客户会问,PE燃气管这么好用,那么与球阀、蝶阀之类的阀门连接时,应该怎样连接?PE燃气管与阀门(闸阀|蝶阀)连接,一般情况下PE燃气管道与铸铁管以及阀门连接时,都采用法兰连接,这是常用的PE燃气管连接方式。PE燃气管与阀门连接之法兰连接操作步骤,按金属管法兰连接要求,将一个钢质法兰片焊接在待连接的钢管端部。将另一个钢质法兰片(背压活套法兰)套入待连接的聚乙烯PE法兰连接件(跟型管端)的端部。按聚乙烯PE燃气管连接要求,将法兰连接件(跟型管端)平口端与聚乙烯PE燃气管进行热熔连接或电熔连接。将法兰垫片或密封圈放入金属管端钢质法兰片与法兰连接件(跟型管端)端面。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。



公司实力

润星电力管材有限公司所生产的 江苏连云港PE钢带增强螺旋波纹管产品均为优良的原材料生产, 江苏连云港PE钢带增强螺旋波纹管产品质量过硬,产品齐全,并且接受加工定制。公司的诚信、实力和产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。我们始终坚持‘以质量求生存、以信誉求发展’的宗旨,以专业的技术,专业的意识,争创专业的 江苏连云港PE钢带增强螺旋波纹管产品。以低的价格,为顾客创造很高的效益。我们以专业的服务,欢迎国内外客户来人、来电洽谈。

