
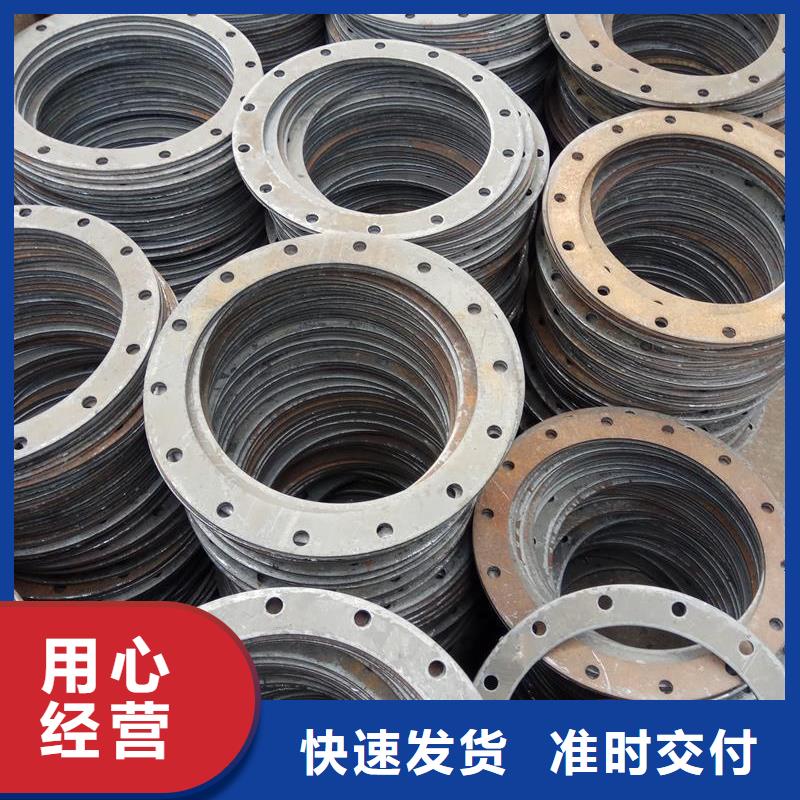




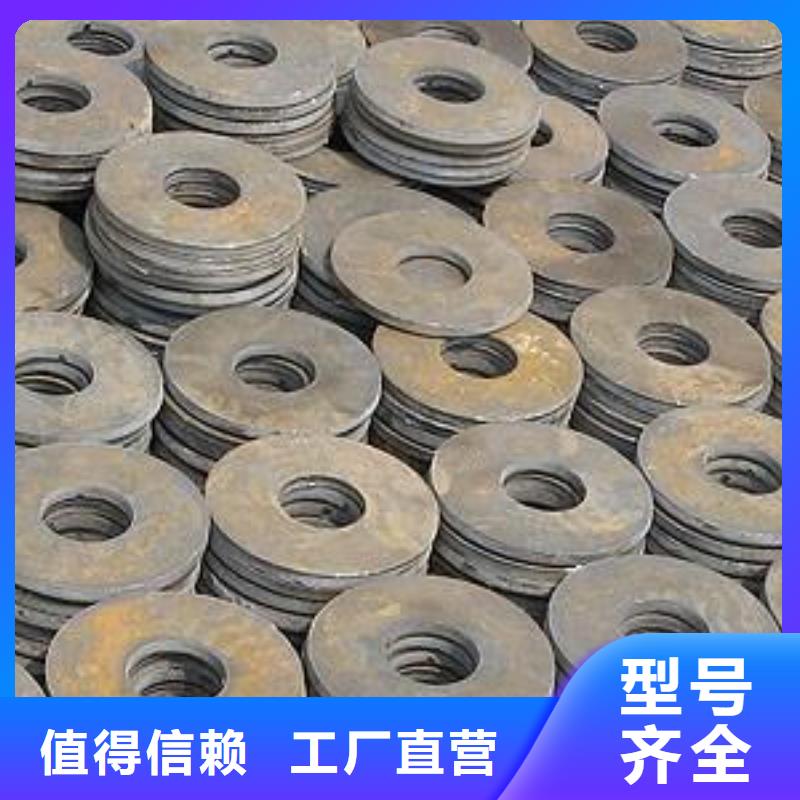
深入了解冲压件加工,法兰毛坯产品,一部视频就够了,快来观看!
以下是:冲压件加工,法兰毛坯的图文介绍
金海金属材料有限公司经过多年的研究, 辽宁辽阳精密管产品不断推陈出新,坚持技术、科学管理、诚信经营,注重引进的生产技术设备,推行标准化生产,从原材料采购、生产管理、产品检测等关键环节把关。


《GB/T13914-2002 冲压件尺寸公差》规定了冲压件的尺寸公差。按照平冲压件和成形冲压件分别规定了尺寸公差。冲压件的尺寸公差数值与冲压件尺寸和板厚两个尺寸有关,另一方面与精度等级有关。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。



全世界的钢材中,有60~70%是板材,其中大部分是经过冲压制成成品。
汽车的车身、底盘、油箱、散热器片,锅炉的汽包、容器的壳体、电机、电器的铁芯硅钢片等都是冲压加工的。
仪器仪表、家用电器、自行车、办公机械、生活器皿等产品中,也有大量冲压件



冲压件拉深加工过程中应该选择什么润滑剂,才能对冲压件的生产有帮助?冲压件加工厂我会在家里给你看的。
注意以下5个方面:
1、冲压件拉深材料的应力不大时,可以使用没有填充物的油润滑剂。
2.当冲压件材料的应力接近强度极限时,应使用含有大量粉末填充物(如白垩纪、石墨、滑石等,低于20%)的润滑剂。
3、冲压件薄拉拔时润滑剂不是为了减少摩擦,而是起到冷却模具的作用,因此不能使用干摩擦。
4.拉动锥形五金零件时,如果要求通过润滑液继续通入,以增加摩擦阻力,减少起皱,一般会使用乳化液。
5.在深度拔钢五金零件时,经常在毛坯表面镀上或引燃铜,使毛坯桌成为与冲压件模具的隔离层。可以储存液体,并在拉拔过程中具有自润滑性能。不锈钢、高温合金等粘性模具拔下剧烈的材料时,通常需要隔离毛坯表面。


