

我们的现场实拍视频将带您走进煤改气燃气管双放散球阀性能特点比较产品的世界,产品视频细节之美一览无余!
以下是:煤改气燃气管双放散球阀性能特点比较的图文介绍

PE燃气管材的低温脆化温度极低,可在-20~40℃温度范围内使用。冬季施工时,因材料抗冲击性好,不会发生管材脆裂。韧性、挠性好:镀锌钢管施工对管道基础要求较高,适应性较差。而PE燃气管是一种高韧性管材,其断裂伸长率超过500%,对基础不均匀沉降和错位的适应力非常强。另外,PE燃气管的挠性使PE燃气管可以盘卷,尤其是管径小的管材,减少大量连接管件。在施工时,可在管子允许的范围弯曲半径内绕过障碍,降低施工难度。密封性好:PE燃气管材本身采用热熔连接,本质上保证了接口材质结构与管体本身的同一性,实现了接头与管材的一体化。其接口的抗拉强度与强度均高于管材本体,可有效抵抗内压力产生的环向应力和轴应力。PE燃气管不会导致因接口承压能力不足而造成漏水的现象。
而镀锌钢管的焊口处容易受到腐蚀,长时间的使用易出现漏水现象。PE燃气管件的注塑机是属一种高压、快速动作,同时件有高温运作的一种机器,往往会使操作者一时疏忽,在大意之下造成无法弥补的,而遗憾终身。注塑机在每一部操作中都带有危险性,特别是当开模及锁模时。PE燃气管为避免危险发生,操作者在操作PE燃气管件的注塑机时必须注意以下几个操作方面的问题。保持注塑机及其四周环境清洁。PE燃气管注塑机四周空间尽量保持畅通无阻,加过润滑油或压力油后,应尽快把漏出的油抹去。把熔胶筒上的杂物(例如PE颗粒)清理干净后才可开启电热,以免发生火灾。如非检修机器或必要是,不得随意拆掉熔胶筒上之隔热防护罩。PE燃气管检查在操作时,按下紧急按钮或者打开门是否能终止锁模。
射台前移时,不可用手从射嘴漏出的熔胶,以免把手夹在射台和模具中间。清理料筒时,应把射嘴温度调到适当的较高温度,使射嘴保持畅通,然后使用较低的射胶压力和速度筒内余下的胶料,清理时不可用手直接接触刚射出的胶料,以免被。避免把热敏性及腐蚀性塑料留在料筒内太久,应遵守塑料供应商所提供的停机及清机方法。更换塑料时要确保新旧塑料的混合不会产生化学反应,否则须用其它塑料料筒内的旧料。操作注塑机之前须检查模具是否稳固地安装在注塑机的动模板及头板上。注意注塑机的地线及其它接线是否接驳稳妥。不要为了提高生产速度而取消门或门开关。安装模具时必须将吊环完全旋入模具吊孔才可起吊。模具装好后应根据模具的大小调整注塑机杆的长度。
而镀锌钢管的焊口处容易受到腐蚀,长时间的使用易出现漏水现象。PE燃气管件的注塑机是属一种高压、快速动作,同时件有高温运作的一种机器,往往会使操作者一时疏忽,在大意之下造成无法弥补的,而遗憾终身。注塑机在每一部操作中都带有危险性,特别是当开模及锁模时。PE燃气管为避免危险发生,操作者在操作PE燃气管件的注塑机时必须注意以下几个操作方面的问题。保持注塑机及其四周环境清洁。PE燃气管注塑机四周空间尽量保持畅通无阻,加过润滑油或压力油后,应尽快把漏出的油抹去。把熔胶筒上的杂物(例如PE颗粒)清理干净后才可开启电热,以免发生火灾。如非检修机器或必要是,不得随意拆掉熔胶筒上之隔热防护罩。PE燃气管检查在操作时,按下紧急按钮或者打开门是否能终止锁模。
射台前移时,不可用手从射嘴漏出的熔胶,以免把手夹在射台和模具中间。清理料筒时,应把射嘴温度调到适当的较高温度,使射嘴保持畅通,然后使用较低的射胶压力和速度筒内余下的胶料,清理时不可用手直接接触刚射出的胶料,以免被。避免把热敏性及腐蚀性塑料留在料筒内太久,应遵守塑料供应商所提供的停机及清机方法。更换塑料时要确保新旧塑料的混合不会产生化学反应,否则须用其它塑料料筒内的旧料。操作注塑机之前须检查模具是否稳固地安装在注塑机的动模板及头板上。注意注塑机的地线及其它接线是否接驳稳妥。不要为了提高生产速度而取消门或门开关。安装模具时必须将吊环完全旋入模具吊孔才可起吊。模具装好后应根据模具的大小调整注塑机杆的长度。


掌握了PE燃气管的施工方法,施工就成功了一半了,以上就是《整理PE燃气管的连接与施工准备》文章了。聚乙烯管的原材料为聚乙烯,它是一种高分子量的有机合成材料。聚乙烯的英文单词是polyethylene,因此聚乙烯管简称PE燃气管,PE燃气管道一般采用中密度和高密度聚乙烯,该类聚乙烯既有良好的刚性,又有良好的韧性。在使用当中有较突出的优点。国际上把聚乙烯管的材料分为PEPEPEPEPE100五个等级。聚乙烯PE燃气管道品种多样,按管壁的结构可分为实壁管和结构壁管;按运行的压力状态可分为压力管和非压力管。压力管是聚乙烯实壁管的主要用途,结构壁管用于非压力管。聚乙烯管材专用料随着聚合工艺的发展而得到不断发展和完善。
输送给水、燃气的 工作压力,也得到了不断的提高。目前给水管道通常采用PEPE和PE100等级的中密度和高密度原材料。燃气管道通常采用PEPE100等级的原料。韧性、挠性好。PE燃气管道断裂伸长率超过500%,局部震动不会引起全部管子震动,抗震性很强。耐腐蚀性能好。聚乙烯为惰性材料,可耐多种化学介质的侵蚀,不需防腐处理。土壤中的化学物质不会对管道造成降解作用,不会腐烂、生锈及被腐蚀。密封性好、不泄漏。PE燃气管道采用热熔连接和电熔连接。保证了接口材质、结构与管体本身的同一性。其接品的抗拉强度与强度均高于管道本体。可有效抵抗内压产生的环向力及轴向的拉伸应力。密封性能良好。流通力大,经济合算。PE燃气管道内壁光滑。
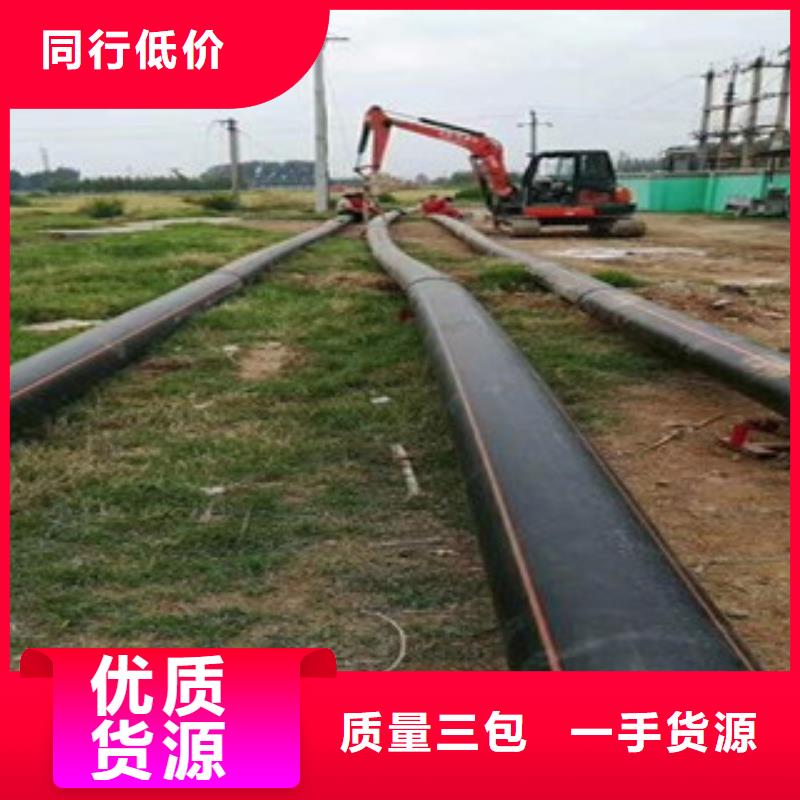
不结垢。管内表面当量 粗糙度比值是钢管的1/20,相同管径,相同长度,相同压力下PE燃气管道的流通能力要比钢管大30%左右。较高的输送能力,减少了管路的压力损失和输水能耗,经济优势明显。使用寿命长。PE燃气管道含有2.5%左右的碳黑成分,有很强的抗紫外线辐射功能,能够在室外露天存放,使用寿命长达50年之久。耐低温能力强。PE燃气管的低温脆化温度极低,可在零下40摄氏度至40摄氏度温度范围内使用。连接方便、施工简单。因PE燃气管道管体较轻,搬运方便。焊接容易;聚乙烯的挠性使PE燃气管道可以盘卷(尤其口径小的PE燃气管道),减少了大量的连接管件,管线较长时宜采用盘管敷设;PE燃气管道管沟要求远比钢管管沟要求低。这都大大降低了施工难度和施工费用。
输送给水、燃气的 工作压力,也得到了不断的提高。目前给水管道通常采用PEPE和PE100等级的中密度和高密度原材料。燃气管道通常采用PEPE100等级的原料。韧性、挠性好。PE燃气管道断裂伸长率超过500%,局部震动不会引起全部管子震动,抗震性很强。耐腐蚀性能好。聚乙烯为惰性材料,可耐多种化学介质的侵蚀,不需防腐处理。土壤中的化学物质不会对管道造成降解作用,不会腐烂、生锈及被腐蚀。密封性好、不泄漏。PE燃气管道采用热熔连接和电熔连接。保证了接口材质、结构与管体本身的同一性。其接品的抗拉强度与强度均高于管道本体。可有效抵抗内压产生的环向力及轴向的拉伸应力。密封性能良好。流通力大,经济合算。PE燃气管道内壁光滑。
不结垢。管内表面当量 粗糙度比值是钢管的1/20,相同管径,相同长度,相同压力下PE燃气管道的流通能力要比钢管大30%左右。较高的输送能力,减少了管路的压力损失和输水能耗,经济优势明显。使用寿命长。PE燃气管道含有2.5%左右的碳黑成分,有很强的抗紫外线辐射功能,能够在室外露天存放,使用寿命长达50年之久。耐低温能力强。PE燃气管的低温脆化温度极低,可在零下40摄氏度至40摄氏度温度范围内使用。连接方便、施工简单。因PE燃气管道管体较轻,搬运方便。焊接容易;聚乙烯的挠性使PE燃气管道可以盘卷(尤其口径小的PE燃气管道),减少了大量的连接管件,管线较长时宜采用盘管敷设;PE燃气管道管沟要求远比钢管管沟要求低。这都大大降低了施工难度和施工费用。



润星电力管材有限公司注重现代企业形象的塑造和无形资产的积累,强化企业管理,坚持用户至上,将质量管理与国际结轨,把 吉林辽源PE钢带增强螺旋波纹管产品进入国内外大市场,树立品牌的企业形象。公司生产设备齐全,技术力量雄厚,检测手段先进,可根据客户需求定制各种 吉林辽源PE钢带增强螺旋波纹管。


两管端经铣削后,其对接 间隙应不大于0.5mm,否则应进行必要的调整并重新铣削,直到满足以上要求为止。3)热熔连接的焊接参数应符合管材、管件生产厂家的要求。4)热熔连接的焊接接头应在保压状态下自然冷却,冷却过程中不得移动和施加外力。热熔连接的焊接接头连接完成后,应按下列要求进行外观检验及10%翻边切除检验。1)、外观检验应符合以下要求:A、接头应具有沿管材整个圆周平滑对称的翻边,翻边 处的深度不应低于管材表面;B、对接错位量不应超过管材壁厚的10%且不大于3mm,沿相邻两组件翻边的外圆周的任何一处都不应超过该值。2)、抽取10%的焊口作翻边切除检验应符合以下要求:A、翻边应是实心和圆滑的。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。


