





一分钟,了解产品的全部魅力!观看我们的金属梁柱式护栏生产、运输、安装产品视频,为您的购买决策提供有力支持。
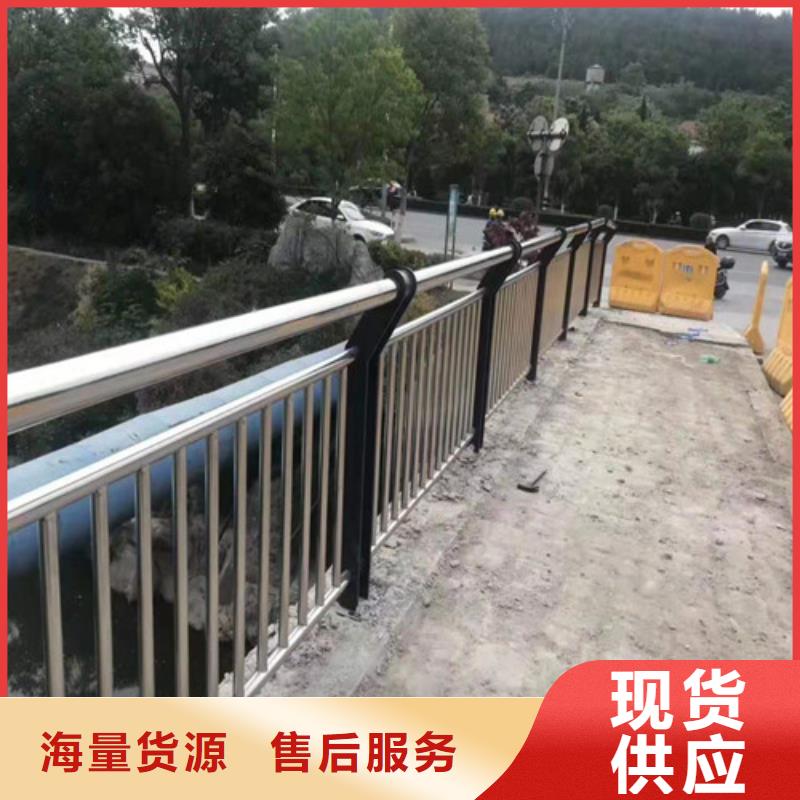
以下是:金属梁柱式护栏生产、运输、安装的图文介绍


完善响应机制,树立问责机制,强化分别执法,持续展开遥感监测,对“地条钢”死灰复燃、已化解的过剩产能复产及违法违规新增产能等情况,发现一同、查处一同、通报一同,狠抓负面典型,坚持高压态势。五是完善有利于企业实施兼并重组的政策环境,按照企业主体、引导、市场化运作的准绳,推进不锈钢复合管行业化解过剩产能和优化产业规划。不锈钢复合管是关系到国民经济树立的稳定的重要的钢材类型,在展开上央求的是稳定,厂家在消费上要突出技术和适用的特征,央求厂家按照供给侧结构性改造中止化解产能过剩,这样的话不锈钢复合管厂家和市场都是能够中止稳定展开的!2017年以来,随着供给侧改造的深化推进,利润率又回到略超越4%的水平。从风险管理的角度来看,市场风险对不锈钢复合管企业运营的影响相当大。 也是不时地中止强调关于不锈钢复合管厂要增强企业的抗风险的才干,在各个方面中止不时地改造,改动亏损的局面,保证不锈钢复合管的安康展开,这是厂家和需求中止做的,要不然的话不锈钢复合管厂的现状不时得不到展开和改善。304不锈钢复合工业管:具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处置硬化现象。目的:餐具、橱柜、锅炉、汽车配件、器械、建筑材料、食品工业(运用温度-196°C到700°C).310不锈钢复合工业管主要特性是:耐高温,常用的锅炉,汽车的尾气。其他性能普通。303不锈钢复合工业管:经过添加少量的硫和磷,使其更容易加工,304年与304年相似的其他性能。302不锈钢复合工业管:302不锈钢棒被普遍应用于汽车零部件、航空等五金工具、化工。



多年来卓越不锈钢复合管护栏有限公司生产的 云南临沧道路隔离护栏凭借优越的品质与周到的服务力拙群雄,赢得了来自全国各地无数的称赞,也赢得了无数忠实的客户。
品质铸就品牌,创新赢取未来”的经营理念表达了我们对品质与创新的不懈追求。 “以市场为导向,以人才为纽带,以资本为后盾,以品牌为目标”的发展战略预示着美好明天。
热诚欢迎广大客户与我们携手,共创辉煌!


云南临沧道路隔离护栏价格优势:同等质量,我们有大幅的价格优势,欢迎考察洽谈。具体报价根据订货量电议。 订货保值:在价格波动较大的时期,卓越不锈钢复合管护栏有限公司推出预付款保值承诺:客户的合同预付款在交货时遇到价格上涨,我公司按照合同约定价格付货;遇到价格下降,我公司按照市场价付货



不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
