



想了解我们的钢管20#生产加工产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:钢管20#生产加工的图文介绍

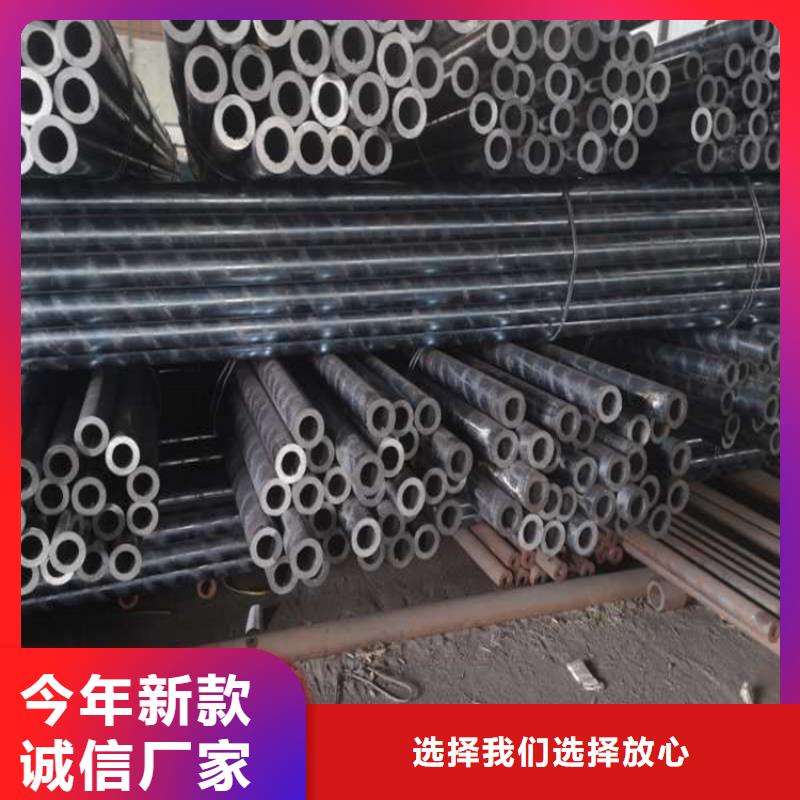
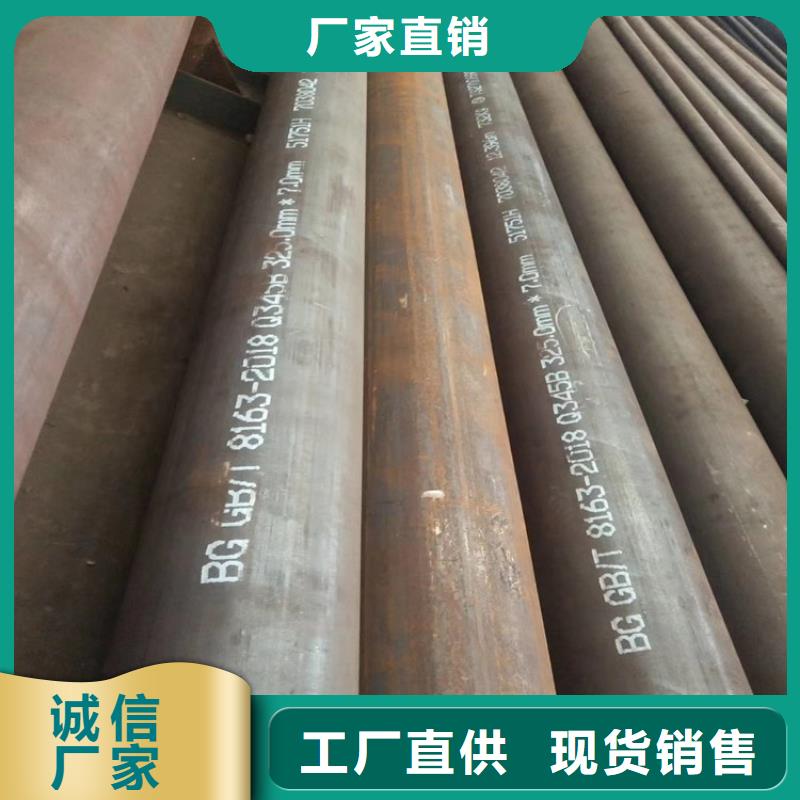
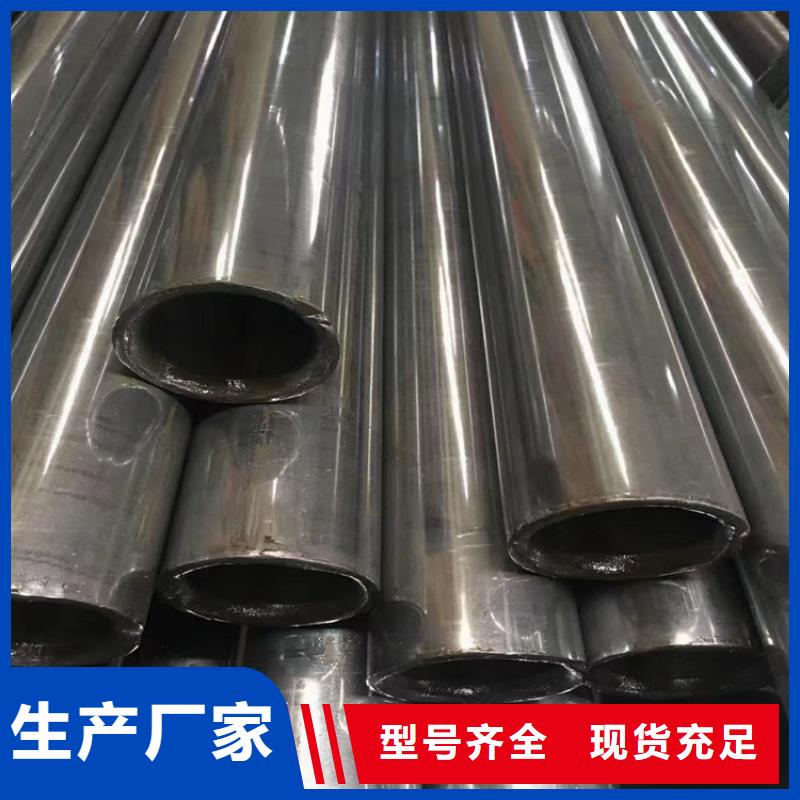
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中


市场治理的基本思路:杜绝地方政府对统计外无缝钢管产品的“不作为”,以完善生产监管和严格规范上游无缝管生产加工、下游建材应用标准为重点,沿产业链多环节治理,让不合规无缝管产能、不合格钢材产品没有市场空间。2.以满足市场需求为核心找准无缝管行业供应短板,引导供需开展合作模式创新,高质、钢材的国内、国际供应能力。此轮无缝管产能过剩也具有结构性过剩特征,技术含量较高的特殊钢市场供应短缺,很多应用于特殊领域、专业领域,具有耐高压、耐高温、耐低温、抗腐蚀、轻量化等功能的合金钢仍然以进口为主。从国际市场看,我国出口的钢材主要是“大路货”,钢企出口的模式特点是“大规模供应、低价格制胜”。产品能够迅速抢占国际市场主要源于价格优势,品质能够满足当地市场的基本要求,但在质量、品种或服务方面缺乏独特优势。而且,由于技术含量不高,国内供应充足,同质化竞争不可避免。



广顺物资 有限公司拥有经验丰富的 山西临汾汽车半轴管生产研发团队、国内外营销团队、工程项目投标团队和售后服务团队,致力于为客户提供 山西临汾汽车半轴管产品和服务。自成立起,便秉承着用心做 山西临汾汽车半轴管产品,用心做服务的的理念;多年来,荣获山西临汾质量诚信示范企业;山西临汾质量诚信典型企业;山西临汾质量检验稳定合格产品;山西临汾 山西临汾汽车半轴管产品和服务质量诚信示范企业;得到社会各界和广大用户的认可和赞誉。


无缝钢管焊管发展方向的两次重大研讨会的观点和影响国内有两次涉及焊管发展方向的重大学术讨论会:一次是1998年“大中直径长输管线用埋弧型直缝焊接钢管研讨会”,一次是2000年“天然气管道输送技术及制管技术高级研讨会”。前一次研讨会主张“发展直缝双面埋弧焊管取代螺旋管”,后一次研讨会提出“继续坚持油气输送干线钢管以国产螺旋焊管为主的技术路线”。这两次研讨会的结论截然相反,对制管业有不同影响。焊管发展方向问题的再认识但从前面叙述的焊管取代无缝管的论述来讲,也只能够是直缝焊管挑大梁而不是螺旋焊管,这就是西方为什么要大力发展直缝焊管的原因所在,也是咱们公司之所以选择直缝焊管的原因所在。“西气东输”工程的实践已经从一个侧面说明螺旋焊管可以用于输送天然气(一类地区);但螺旋焊管的生产工艺要适应成批、稳定地生产大口径(l000 mm以上)、高钢级(X70级以上)、厚厚(14mm以上)是颇为艰难的。例如,西气东输钢管技术标准要求错边量小于1.2 mm,由此,要求带钢的月牙弯必须小于3.8 mm/5 m,但标准和国内标准GS/714164 - 93规定带钢的月牙弯为25mm/m,很难满足这个要求。这就是加拿大为什么用钢板而不用钢卷来制作螺旋管的原因。何况螺旋焊管用机械扩径方法来应力难度大,外防腐层厚度在螺旋焊缝处的厚度比管体上的要减薄近30%,这些都不能不列入工程考虑范围之内。



