




想了解我们的米林45#研磨管实时报价产品吗?我们为您准备了细致入微的视频介绍,让您在短时间内了解产品的精髓。
以下是:米林45#研磨管实时报价的图文介绍

西藏林芝企业旺旺珩磨管绗磨管油缸管 质量是产品的前提,只有质量好了,才是服务客户的根本,所以,对液压油缸管 表面的缺陷进行完美的修复,是我们对客户的 承诺 45#绗磨管在淬火后加高温回火是调质 调质处理是热处理的一种工艺,是指绗磨管在淬火后加高温回火.目的是使45#绗磨管调质后的零件具有优良的综合机械性能.关于调制处理工艺的加温时间保温时间冷却速度冷却介质等,要看具体的材料,具体零件的技术要求来决定。耐磨铸铁、合金铸铁由于铸件壁厚不均匀,在加热,冷却及相变过程中,会产生效应力和组织应力。另外大型零件在机加工之后其内部也易残存应力,所有这些内应力都必须。去应力退火通常的加热温度为500~550℃保温时间为2~8h,然后炉冷(灰口铁)或空冷(球铁)。采用这种工艺可铸件内应力的90~95%,但铸铁组织不发生变化。若温度超过550℃或保温时间过长,反而会引起石墨化,使铸件强度和硬度降低。


西藏林芝企业旺旺珩磨管绗磨管油缸管绗磨管厂家迅速准确的判断故障缸是非常重要的。其快速判断方法是:将装载机动臂落到底,然后启动发动机(机器处于空挡位置),将动臂操纵杆置于下降位置,加大油门根据松开动臂缸大腔接口处的漏油情况即可判断小腔油封的好坏。若大腔接口处漏油比较多,则说明该绗磨管封密封不良或油封损坏;若松开处接口不漏油可漏油很少,则说明该动臂缸小腔油封密封性能较好。大腔油封损坏,就会造成升起的动臂自动下落,其判断方法与小腔油封判定方法相反。绗磨管厂家也可用此法来判断装载机的翻斗缸或转向缸的某一绗磨管油封以及非对称式绗磨管筒(如挖掘机的斗杆缸、铲斗缸)的某一腔油封的密封情况小口径绗磨管内径绗磨光洁度多少



安达液压机械有限公司的宗旨是:平等互利,共创双赢,我们的目标是:提供高品质,高服务,坚持客户为主的原则,为广大客户提供 西藏林芝珩磨管加工厂服务。本厂有训练有素的员工及管理队伍,有多位 西藏林芝珩磨管加工厂工程师,不但确保 西藏林芝珩磨管加工厂产品品质。在产品设计、产品制造、工程设计、产品使用、售后服务五个层面解决客户使用流程中所有问题。


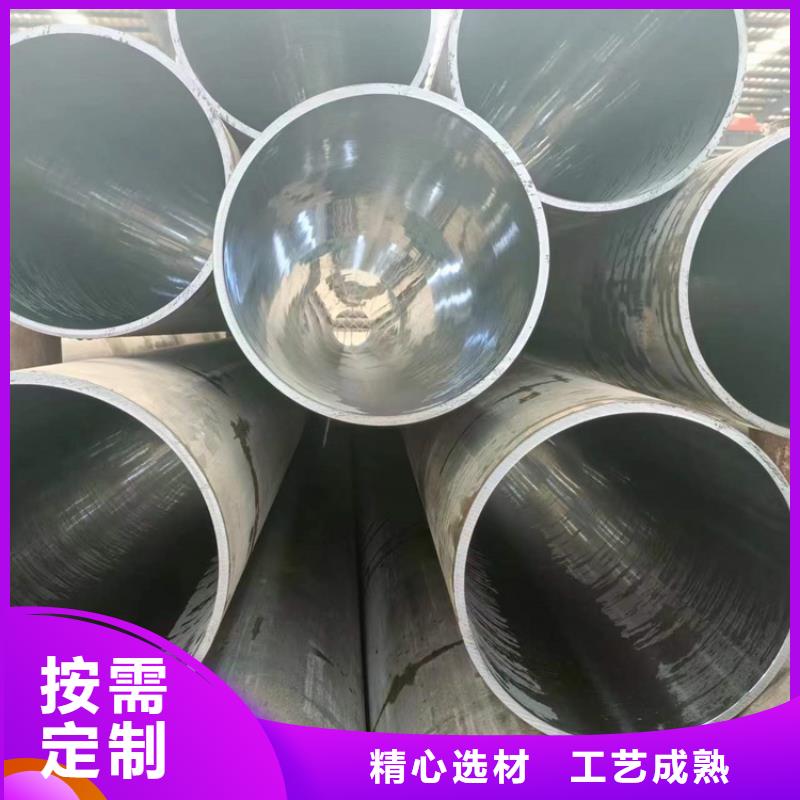
西藏林芝企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好


