
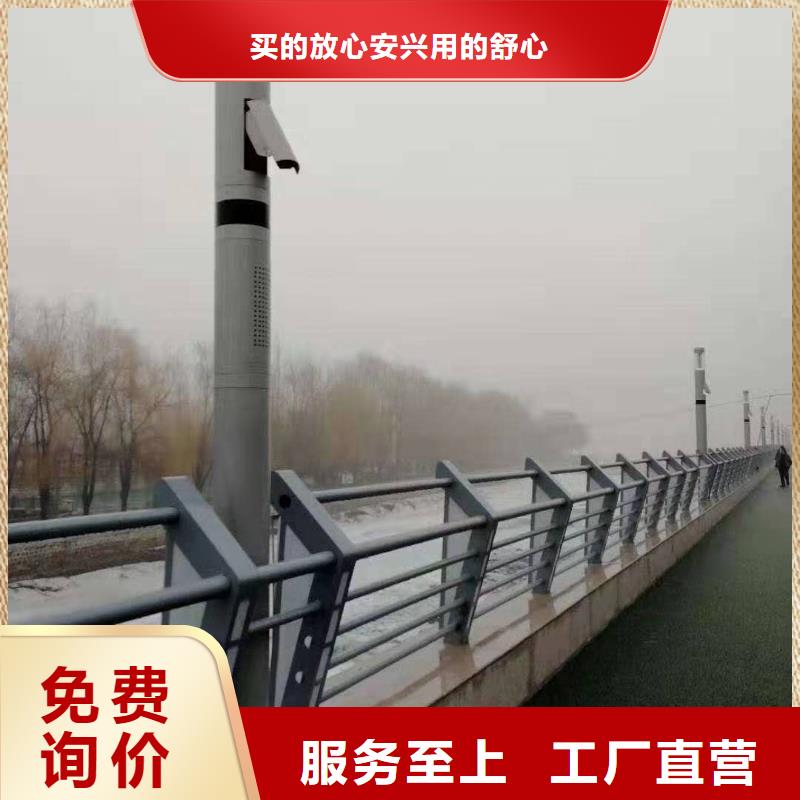

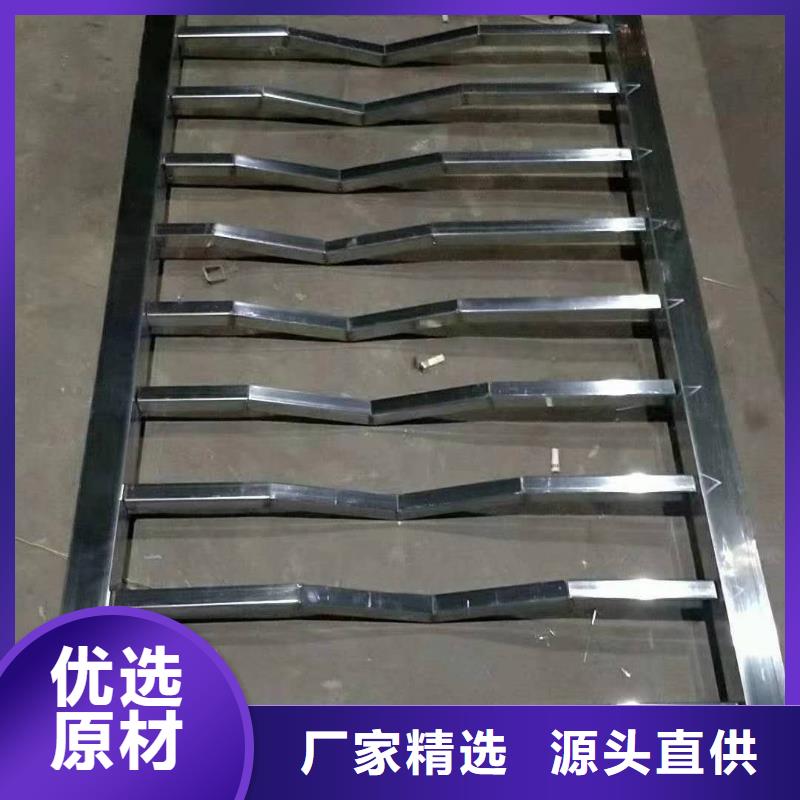


想知道201不锈钢复合管护栏规格齐全产品的独特魅力吗?视频里的产品介绍,比文字更有说服力,一看便知!
以下是:201不锈钢复合管护栏规格齐全的图文介绍

俊邦金属材料有限公司
俊邦金属材料有限公司自成立以来,本着“十年磨剑、精益求精”的理念,自行研发、设计和生产了 西藏林芝不锈钢复合管护栏 ;未来,公司将一如既往的加强技术创新,持续研发高精尖接合工艺,将公司建设成为西藏林芝及周边认可的 西藏林芝不锈钢复合管护栏 制造商。


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



根据市场反馈,目前防撞护栏立柱市场天气情况虽然有些悲观,但对出货影响不算大。市面缺货现象屡有出现,部分规格成为抢手资源,而抢手资源在市场上奇货可居,价格居高不下。虽然目前有议价出货的现象,但价格仍然较高。其他冷门资源的价格遇冷,持续走低。下游对这些资源兴趣也不大。目前拿货成本较高,且商家补货意愿较低。以目前东北整体形势来看,整个东北的情况都相对悲观,目前沈阳地区去库存清货如火如荼,但低水平的库存导致出现无货可出的地步。今日期螺表现较好,市场心态有些许回暖,近沈阳地区气温下降明显,部分商家表示现在主要供货方向都归于各个工地。综上所述,东北地区结合中长期政策和大环境以及沈阳当前库存水平来看,利空因素偏多导致近期市场总体偏向悲观,但临近月底,加之工地冲工期可以拉动一部分需求,总的来看,明日防撞护栏立柱市场价格或稳定运行,或小幅上涨。 在900-1250℃,这类钢有良好的塑性。随着温度下降,变形抗力急剧,终轧温度不应低于850℃。在型钢轧制中,这类钢的宽展系数几乎是碳钢的1.5倍,又因为其变形抗力大,所以要采用小压下量和 孔型。奥氏体钢的调质处理。奥氏体不锈钢经冷加工后达到的各种强度是根据调质来分类的,而调质的种类则是根据所规定的抗拉强度或屈服强度的小值,或者二者的小值来区分的。调质的范围从软化退火型或退火加调质轧制型到高张力型马氏体钢的轧制特点。钢的导热性较差,导热系数稍高于1cr18ni9ti,而且有较大的组织应力和热应力。防撞护栏立柱保养方法:一般说来,铁艺护栏在制作过程中厂家已考虑到了户外环境的特点,在材料和涂料的选用上都力求做到防锈、耐磨、抗腐蚀,抗曝晒等,所以用户只需在选购铁艺护栏时认准知名的厂家。



对所采取的复层焊接→过渡层焊接→基层焊接的焊接顺序, 原则上可以理解为复层母材的焊接工艺评定与相对应的耐蚀堆焊焊接工艺评定的组合焊接工艺评定, 但需要注意耐蚀堆焊焊接工艺评定的覆盖范围是否满足要求。 不锈钢复合钢管道在基层或复层焊前需要预热时, 预热温度参照相关规范中各种材质的预热温度, 过渡层的预热根据基层或复层材质来确定,当基层和复层都需要预热时, 按预热温度高的一侧执行。 由于焊接工程中杂质受热会分解成 H2O 和 CO2, 在熔池内产生大量的气体, 严重时发生爆裂破坏熔池。 因此, 焊接前应用棉纱将接触层的油、 漆、 垢及氧化层等清理干净, 油污或赃物沾染严重的应用细砂纸打磨, 酒精脱脂, 丙酮清洗,直至露出金属光泽。 焊接前还需对内衬不锈钢复合钢管的基层和复合层进行预热。 均匀的预热一方面可减小焊接应力, 另一方面可降低焊接应变速度, 有利于避免产生焊接裂纹。 预热宜采用电加热方法, 以对口中心线为基准, 两侧各不小于管壁总厚度的 3 倍, 且不小于 50 mm, 并防止过热。

