

不要错过这部精心制作的35crmo无缝钢管供应产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
以下是:35crmo无缝钢管供应的图文介绍
九晨钢铁制造有限公司是一家专注从事 甘肃陇南异型管的企业。主营: 甘肃陇南异型管。公司以优良的技术实力、高素质的人才队伍,完善的服务能力深受广大客户的信赖与赞扬,公司深受社会各界的支持与厚爱,已在 甘肃陇南异型管取得良好成绩。我们公司会在您的鼓励与支持中不断发展壮大,公司有完善周到的售前售后服务团队,为客户解决问题以及提供合适的行业解决方案。公司总经理及全体员工期待您的莅临指导!


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



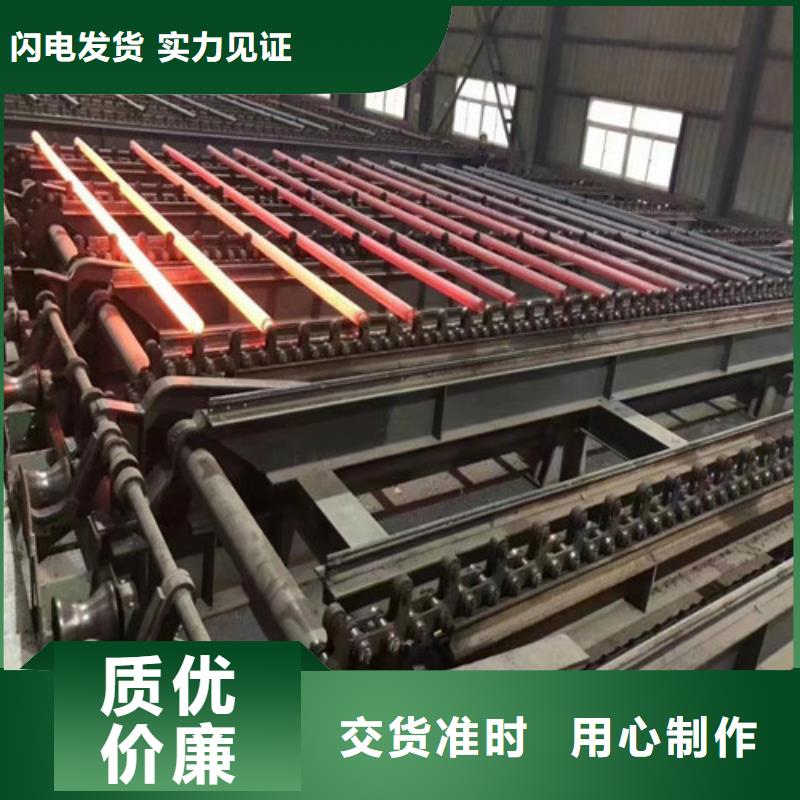
对现在的人们来说,无缝钢管很是熟悉。因为它在各个领域都起着举足轻重的作用。我们中国的无缝钢管在1953年10月27日, 根无缝钢管试轧成功,这也是1953年我国重工业发展中的巨大事件。或许,无缝钢管并不是什么高科技产品,但正是因为有了它才有了我们的工业的发展。
无缝钢管作为输送管运输着油、气体、水源等各个流体。它就像我们人体的血管一样,为我们的祖国大地不断的运输和分配着各个能源的合理利用。正是因为有了无缝钢管的高质量高品质的保障,我们的工业才能安心的不断发展,我们的生活也能够有序的进行。
当然,无缝钢管不但在生活工业中起着重要作用,在工业中也是重要的生产材料。比如一些火的身管,舰艇动力装置的冷却管,潜艇的 发射管等,都被认为是管。它的特点是:产量相对很低,但是技术含量和造价都比较高,是高品级无缝管的主要代表。也正是有了无缝钢管的奠定才有了的强盛,我们才能够真正做到有底气,能够做到国富民强



