




为了给您提供更的不锈钢桥梁护栏电话、不锈钢桥梁护栏电话直销厂家产品信息,我们上传了的产品视频。看视频,选购不迷路。
以下是:不锈钢桥梁护栏电话、不锈钢桥梁护栏电话直销厂家的图文介绍
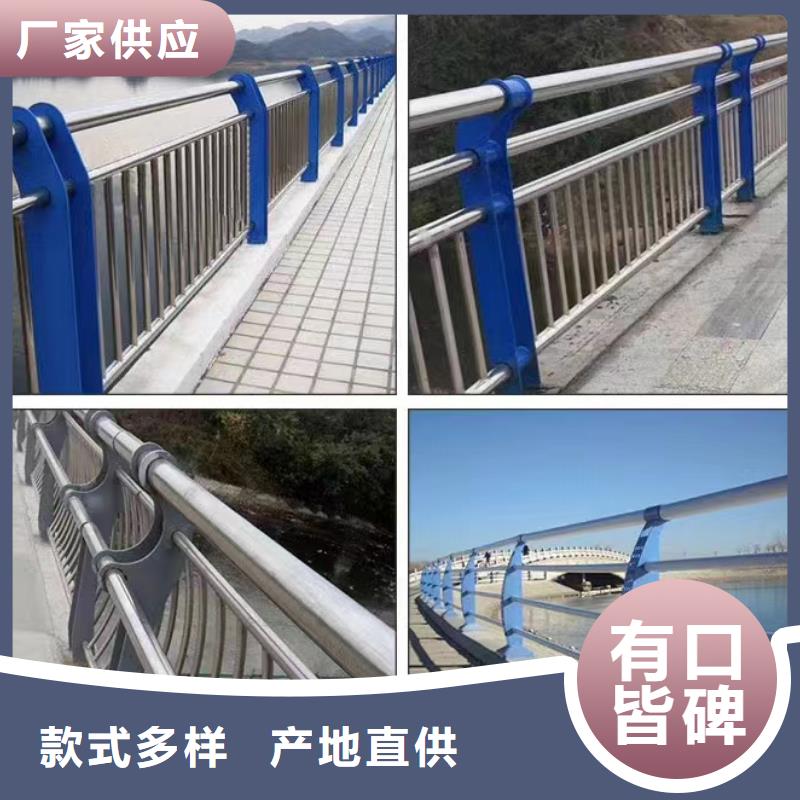
中泓泰金属制品有限公司是一家专业生产 湖南娄底防撞栏杆厂的大型企业,座落在经济开发区凤凰工业园,公司拥有现代化的标准厂房。本公司专业生产经营 湖南娄底防撞栏杆厂等产品。
公司与国内的大型厂家建立了良好的合作关系,十年的 湖南娄底防撞栏杆厂生产销售经验让公司更加认识到产品质量的重要性,我们坚持把产品质量做为企业生存的重要因素,从产品生产、加工、物流等各个方面严格把关,保证了客户能够得到满意的产品。



不锈钢护栏制作过程; 不锈钢护栏的制作的过程是比较重要的,常见的程序也是有很多的。对于不锈钢护栏来说是要经历很多的步骤的,常见的一个重要的步骤就是焊接。 不锈钢复合管河道护栏防撞的焊接工艺,包括的步骤有:1)原材料选用;2)清理;3)圆管成型;4)焊接;5)焊缝整平;6)检验;本发明所述的一种不锈钢复合管河道护栏防撞的焊接工艺,工艺简单,节能降耗,成本低操作简单,作业率高,钢管的焊缝无痕,壁厚均匀,美观,焊管性能和化学成分方面均能达到无缝管的标准要求。权利要求: 1.一种不锈钢护栏的焊接工艺,其特征在于,包括的步骤有:1)原材料选用:选用外径Φ15.88mm-Φ630mm的中口径直缝焊接钢管;2)清理:利用抛丸机,抛丸机叶片在高速旋转时所产生的离心力,将磨料以高的线速度射向钢管外壁表面,产生敲击和磨削作用,除去表面的氧化层皮与锈蚀,让表面漏出金属本色;用碱液冲洗钢管除油,并用风机吹干;3)圆管成型:采用光亮固溶模具成型的方法,固溶温度在1040℃-1080℃;4)焊接:采用氩弧焊接方式,氩弧焊电流为150-250安培;5)焊缝整平:对钢管进行整平,整平重复次数在30-40次,再进行修磨、精整、定尺切割、修整端口;6)检验:使用 液压试验机对焊接好的钢管进行无损探伤检测和拉伸试验,检测表面是否有损伤、屈服强度、破坏强度、伸长率;使用冲击试验机对焊好的钢管进行冲击功的检测。现在购买房子的是比较多,在进行建造高层的时候都是要进行安装阳台上的不锈钢护栏的,阳台上的不锈钢护栏是能够避免人和动物掉入楼下,有生命危险的。对于阳台上的不锈钢护栏在进行安装的时候一定要注意,保证安装的性能,不断地进行综合性能和效率。 公司以优质的产品,合理的价格, 的售后服务,已成为多家大型工程施工、安装单位和大型汽车生产厂家的 合作伙伴。公司拥有整套的机械加工设备,各种焊接设备等,能够自行设计,开发各种金属材料和五金产品,能够满足市场各个企业的需求,提供安装、调试、物流配送的完善服务,设计和生产制作方面具有极强的生产加工能力及优质的质量保证和完善的售后服务体系。 公司信奉“科技领先、诚信为本、质量 、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。 您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。



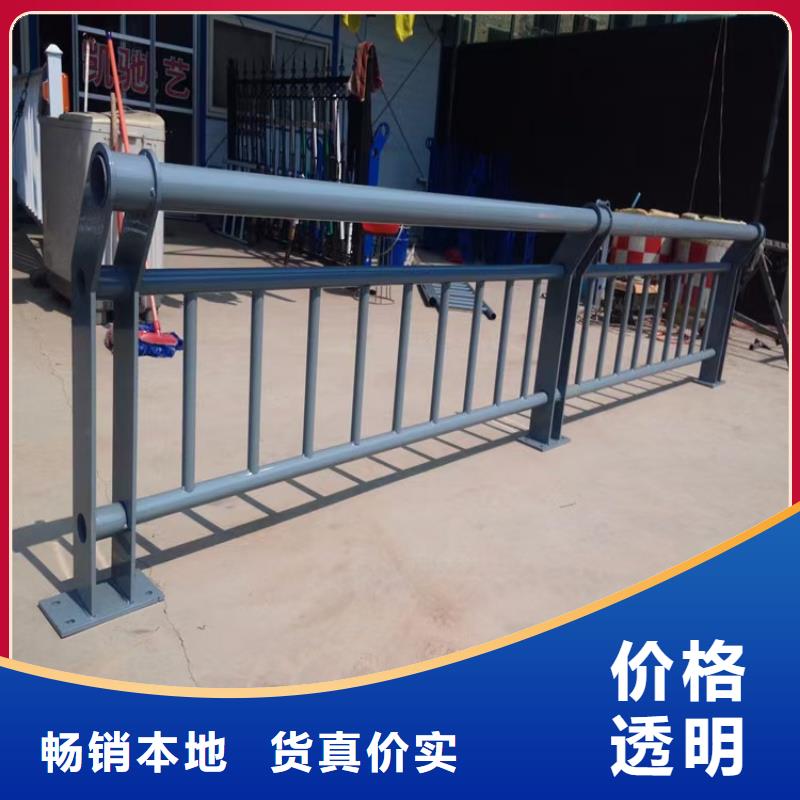
桥梁景观不锈钢护栏的安装步骤 桥梁景观不锈钢护栏是城市中很常见的一种桥梁景观护栏,它是用来保障人和车辆行驶、防止坠落或冲撞的一种必不可少的措施,也是和行人比较靠近的部分。那么在桥梁景观护栏安装的时候有什么步骤呢?下面为大家讲解一下。 (1)桥梁景观护栏预制场地应平整、坚实、干净,应采取排水措施,防止现场沉降。每个预制件应一次完成而不中断。当浇注预制件时,应使用刚性护栏。 (2)桥梁景观护栏当混凝土采用水平重叠法浇筑时,应在下部构件顶部设置临时隔离层,仅在下层混凝土强度达到5 MPa后才能浇注上部构件。 (3)在空心板管形式周围浇筑混凝土时,应采取措施防止管材移位,应特别注意防止管体浮起。桥梁景观护栏混凝土应浇筑两层。底部应浇注到管模具的中心,并振动沉积。然后,在下层混凝土足够塑性的情况下,应尽快浇筑上层。上层混凝土应采用振动器与下层混凝土相结合。 (4)在腹板底部扩大截面的T形和I形梁应加宽,然后倒腹板和凸缘板。 (5)预制件底部护栏应按图纸要求安装。预应力混凝土梁板应根据图纸提供的理论拱度值和实际施工情况,正确预测梁拱的变化,并采取相应的措施。如果预应力后张法预应力混凝土的拱度大,则应考虑在预制桥台上安装反拱。当梁的实际弯度较大时,会影响混凝土桥面的施工,应向监理工程师书面报告,会同设计单位协商解决。 (6)U梁或拱肋可一次或两次浇注。在一次浇筑中,首先浇筑底部支承的底部和顶部,然后在上述混凝土固结后浇注腹板。浇筑两次时,先将底板浇注到支承板顶部,然后根据施工缝浇注腹板混凝土。 (7)箱梁桥梁景观护栏的浇筑应先倒在地板上,振动压实,然后倒在腹板上。腹板的浇注可以分段进行,也可以从一端到另一端进行,夯实。箱梁浇筑应采取必要措施拆除箱梁护栏。 (8)所有预制件均应按照图纸准确嵌入,不得遗漏。


不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的,所以说一定要焊接合格才行!



