

别再错过任何细节!花费一分钟观看流体用无缝钢管:GB8163-2008质量服务产品视频,让您的购买决策更加明智。
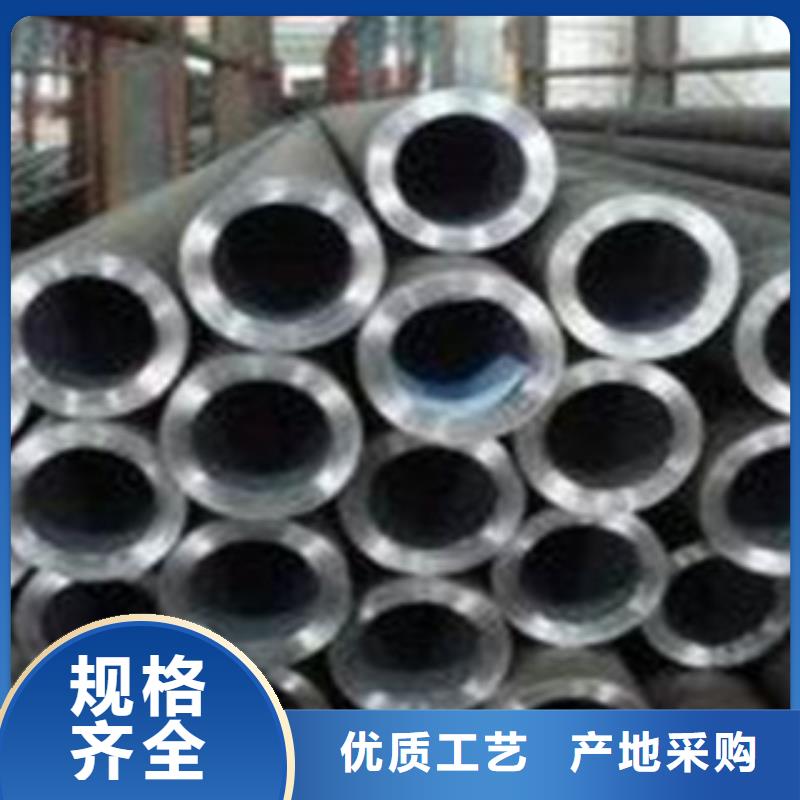
以下是:流体用无缝钢管:GB8163-2008质量服务的图文介绍


一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。 钢材力学性能是保证钢材终使用性能(机械性能)的重要指标,它取决于钢的化学成分和热处理制度。在钢管标准中,根据不同的使用要求,规定了拉伸性能(抗拉强度、屈服强度或屈服点、伸长率)以及硬度、韧性指标,还有用户要求的高、低温性能等。 ①抗拉强度(σb)试样在拉伸过程中,在拉断时所承受的力(Fb),除以试样原横截面积(So)所得的应力(σ),称为抗拉强度(σb),单位为N/mm2(MPa)。它表示金属材料在拉力作用下抵抗破坏的能力。②屈服点(σs)具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。 若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。上屈服点(σsu):试样发生屈服而力下降前的应力;下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的应力。屈服点的计算公式为:式中:Fs--试样拉伸过程中屈服力(恒定),N()So--试样原始横截面积,mm2。



钢兴钢管 有限公司保证您买到的每一个 湖南娄底大口径钢管全新,采用先进的工艺和优质材料制造,并完全符合合同规定的质量、规格和性能要求,在我们提供技术成熟 湖南娄底大口径钢管产品的同时,我们也将提供优质的技术服务,我们充分发挥自身的优势,更好的为客户做好服务。


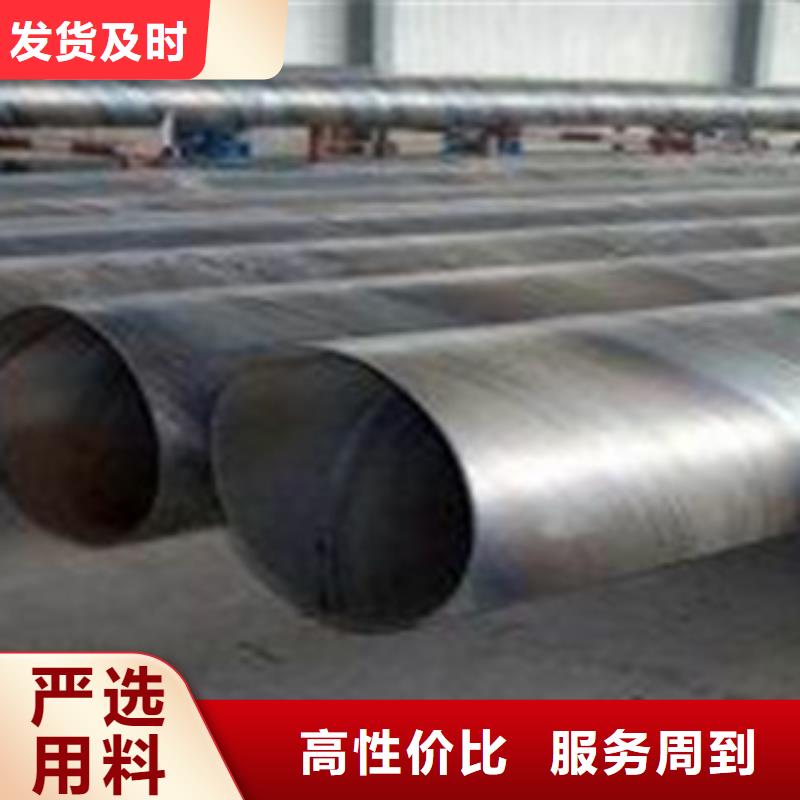
35crmo无缝钢管厂家生产工序①热轧无缝钢管主要生产工序(△主要检验工序):管坯及检查△→管坯加热→穿孔→轧管→钢管再加热→定(减)径→热处理△→成品管矫直→精整→检验△(无损、理化、台检)→入库②冷轧。 热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在35crmo无缝钢管厂家质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。 在35crmo无缝钢管厂家矫直后再由传送装置传送到探伤机进行探伤实验,后贴上标签、进行规格编排后放置到到仓库当中。圆管坯→加热→穿孔→三辊斜轧、连轧或→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。 10、20等低碳钢制造的无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



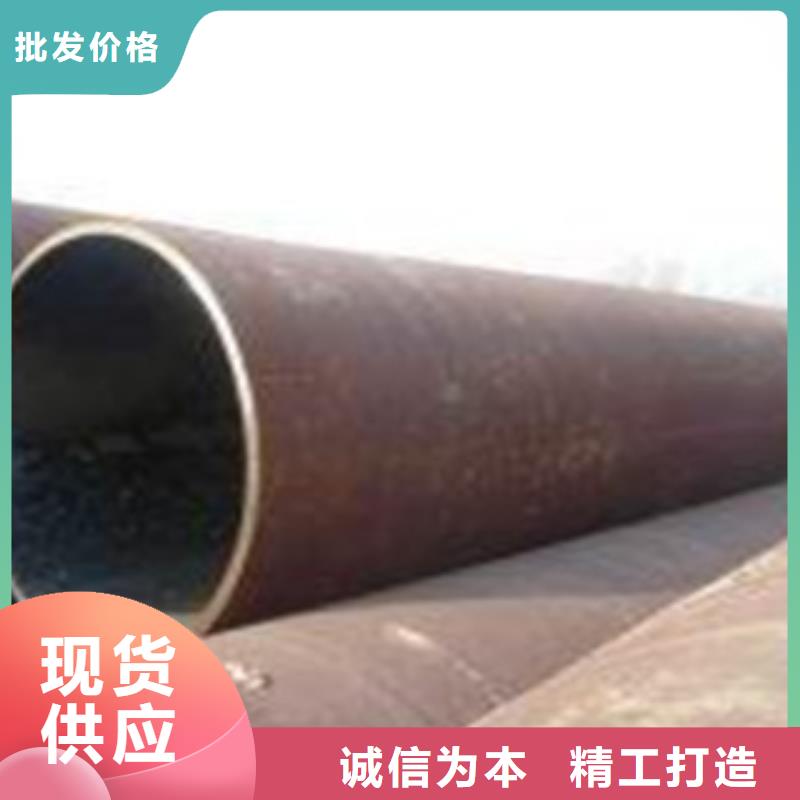
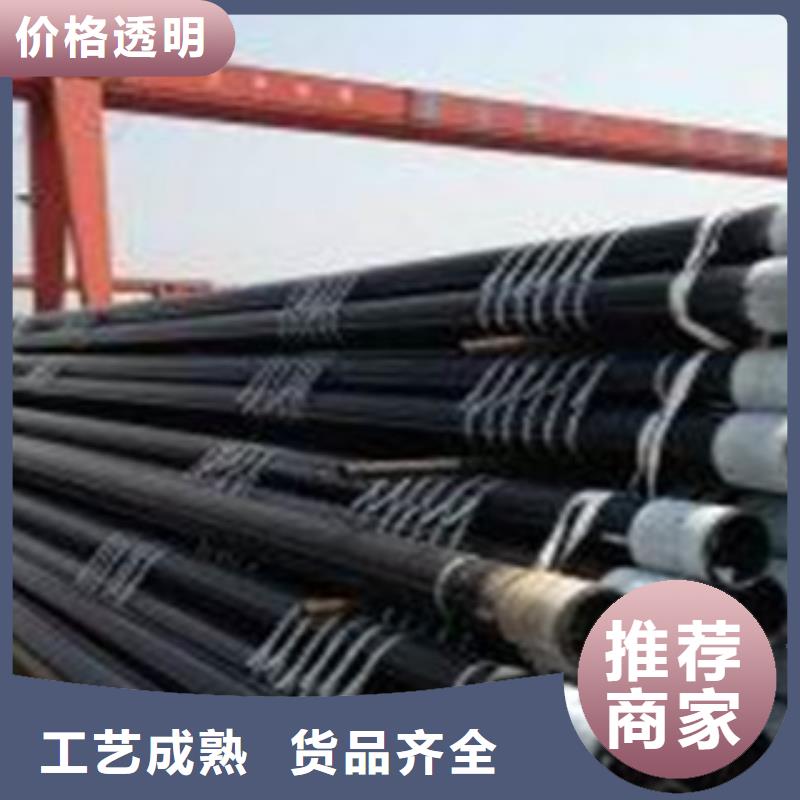
无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料的管道等。钢管与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻,是一种经济截面钢材,广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等用钢管制造环形零件,可提高材料利用率,简化制造工序,节约材料和加工工时,已广泛用钢管来制造。 冷拔无缝钢管生产流程:管坯→加热→穿孔→打头→退火→酸洗→涂油→多道次冷拔→坯管→热处理→矫直→水压试验→标记→入库。冷拔无缝钢管的轧制方法较热轧复杂,它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔。热处理后,就要被矫直。钢管经矫直后由传送带送至金属探伤机进行内部探伤,若钢管内部有裂纹,气泡等量问题同样会被挑出来。 从外表看:冷拔无缝钢管长度一般要短于热轧无缝钢管。

