


想要了解现货供应聊城冲压件法兰毛坯圆形法兰片冲压件支持定做产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:现货供应聊城冲压件法兰毛坯圆形法兰片冲压件支持定做的图文介绍


冲压设备除了厚板用水压机成形外,一般都采用机械压力机。输送等机械以及模具库和快速换模装置,并利用计算机程序控制,可组成高生产率的自动冲压生产线。
在每分钟生产数十、数百件冲压件的情况下,在短暂时间内完成送料、冲压、出件、排废料等工序,常常发生人身、设备和质量事故。因此,冲压中的生产是一个非常重要的问题。
一般工件在冲压过程中,由于冲压过程中,尤其是在冷锻冲压加工过程中,温度会很快升高,必须加润滑产品润滑,如果不使用润滑而直接冲压,焊接-组装,表面没有油的部件便于焊接和组装。研究和实践表明爱美可金属极惰性气体电弧焊,钨极气体保护电弧焊,电阻焊的应用上都有上佳结果。
在每分钟生产数十、数百件冲压件的情况下,在短暂时间内完成送料、冲压、出件、排废料等工序,常常发生人身、设备和质量事故。因此,冲压中的生产是一个非常重要的问题。
一般工件在冲压过程中,由于冲压过程中,尤其是在冷锻冲压加工过程中,温度会很快升高,必须加润滑产品润滑,如果不使用润滑而直接冲压,焊接-组装,表面没有油的部件便于焊接和组装。研究和实践表明爱美可金属极惰性气体电弧焊,钨极气体保护电弧焊,电阻焊的应用上都有上佳结果。



金海金属材料有限公司座落于开发区蒋管屯镇杜丹江路东首100号,我公司主要产品有 河南漯河精密管等,我公司视产品质量为企业的生命,我们从原材料、除锈、涂敷到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和 先进的检测设备为用户提供优良产品提供可靠保障。
先进的工艺、检测设备,现代化的管理模式,高素质的员工队伍,高比例的专业技术人员,完备的资格,完善售 后服务,金海金属材料有限公司热忱欢迎国内外用户来我公司考察,指导、洽谈业务,全体员工将谒诚为您提供专业的服务。现货供应聊城冲压件法兰毛坯圆形法兰片冲压件支持定做


《GB/T13914-2002 冲压件尺寸公差》规定了冲压件的尺寸公差。按照平冲压件和成形冲压件分别规定了尺寸公差。冲压件的尺寸公差数值与冲压件尺寸和板厚两个尺寸有关,另一方面与精度等级有关。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。
平冲压件尺寸公差:分为11个等级,用ST1至ST11表示,其中ST表示平冲压件尺寸公差,公差等级代号用阿拉伯数字表示。从ST1到ST11精度等级依次降低。
成形冲压件尺寸公差:成形冲压件分为10个精度等级,用FT1到FT10表示,其中FT表示成形冲压件尺寸公差,阿拉伯数字表示公差等级。从FT1到FT10精度等级依次降低。
冲压件极限偏差:孔尺寸按下偏差为0,上偏差为下偏差加尺寸公差;轴尺寸规定上偏差为基本偏差,数值为0,下偏差为上偏差减去尺寸公差。对于孔中心距,孔边距,弯曲、拉深的长度、高度等上下偏差规定为尺寸公差的一半。



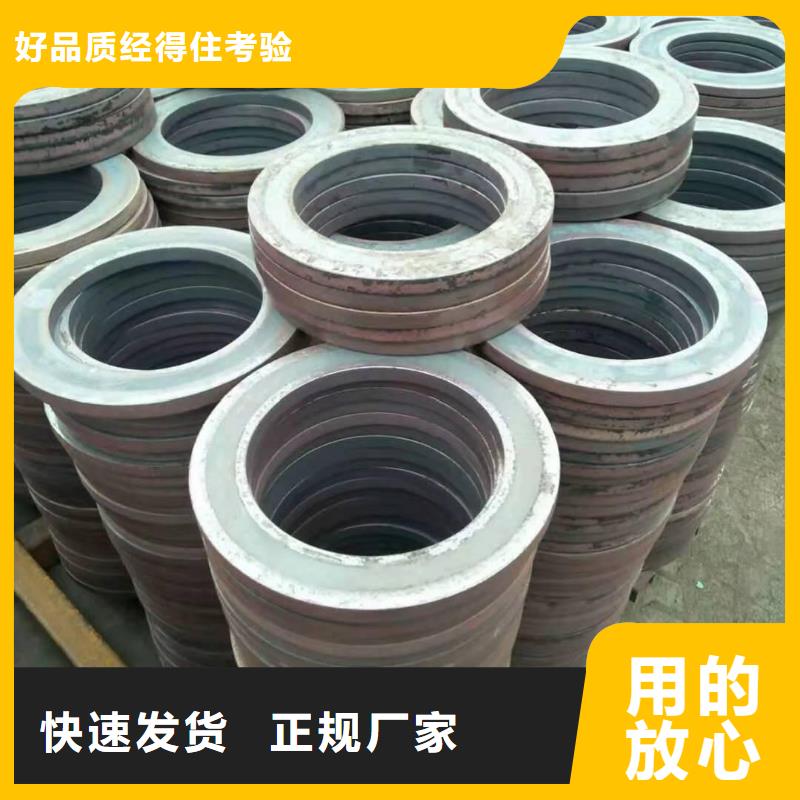
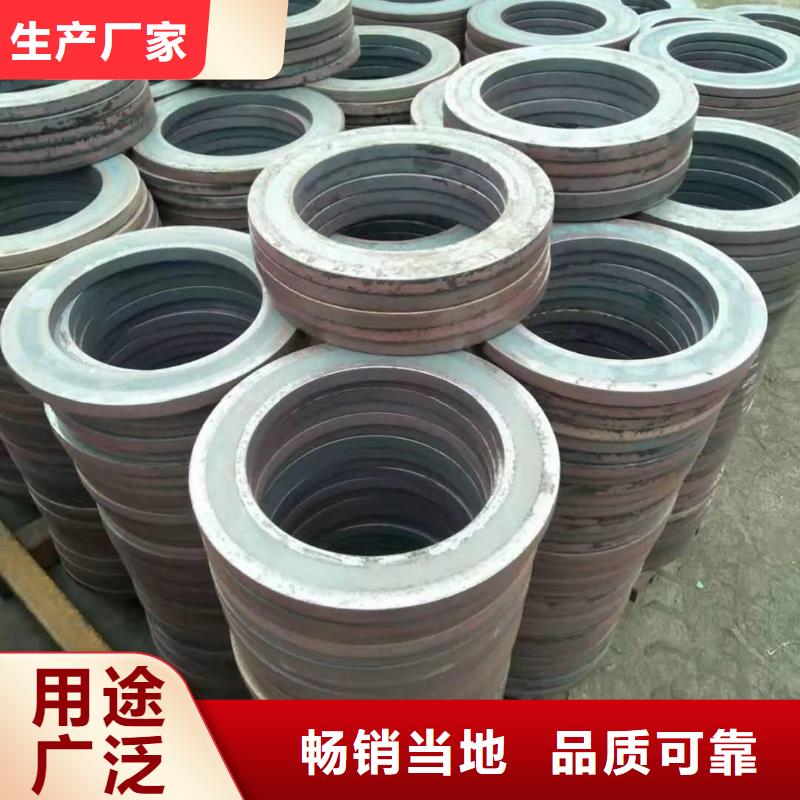
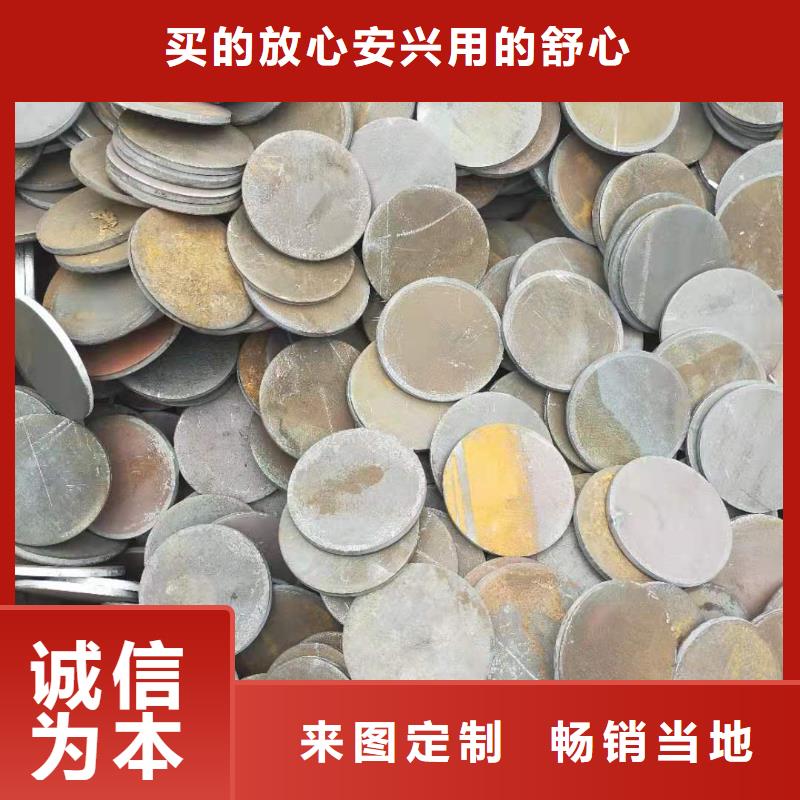
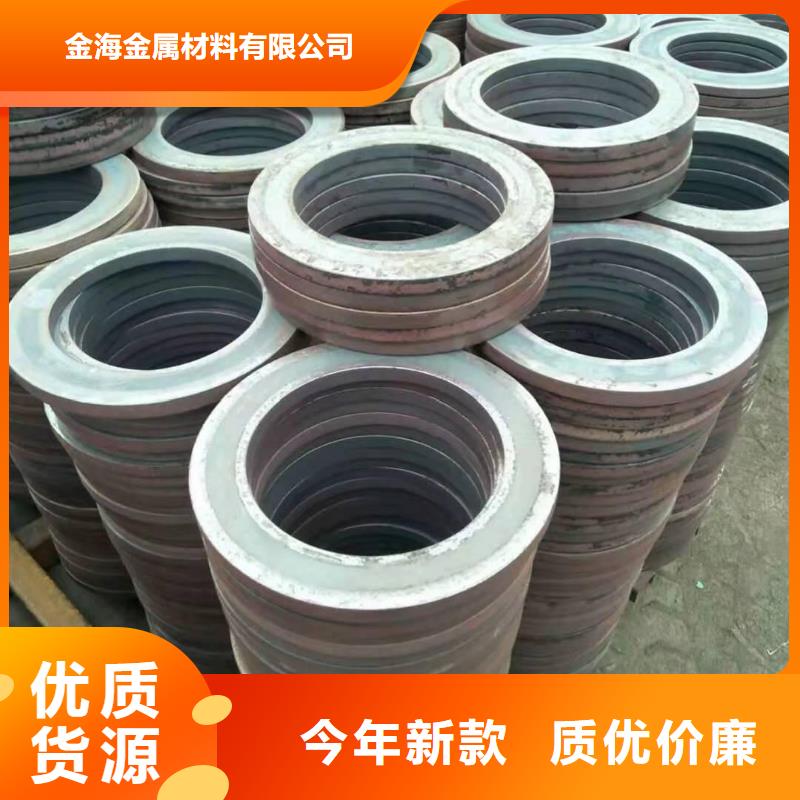
冲压件
1,粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
2,毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
3,线偏移:制件成形时,首先与模具接触的部位被挤压并形成了一条线;
4,凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹;
5,曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
6,:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位。

