
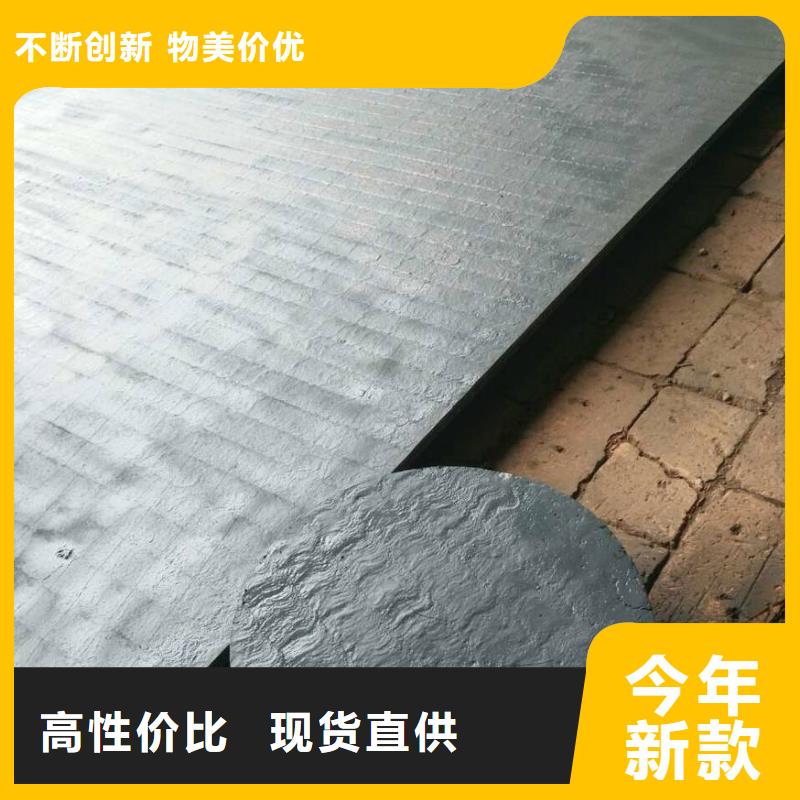

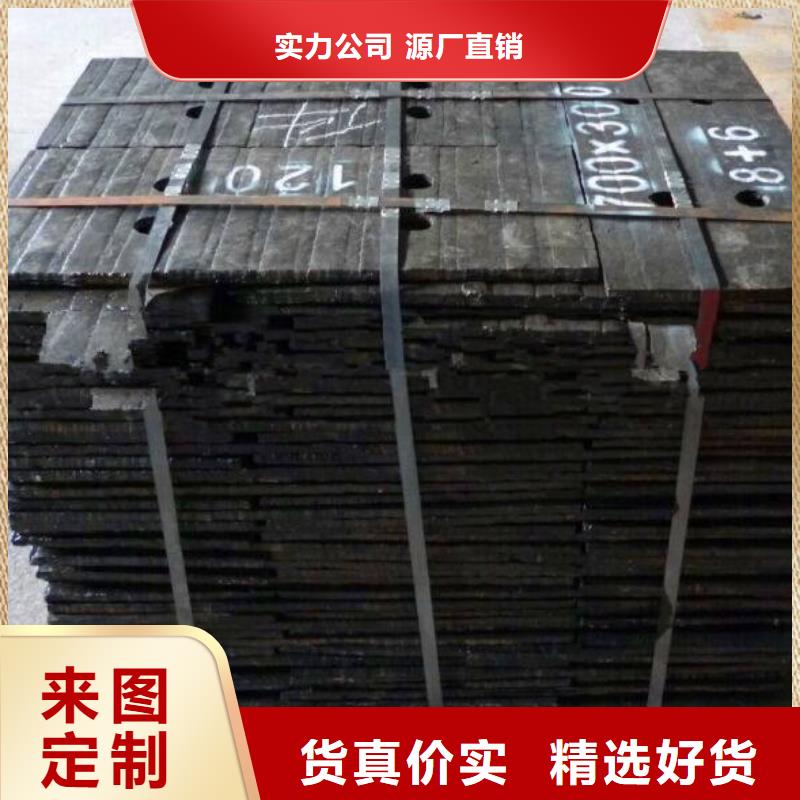


耐磨复合板生产工艺是采用冶金堆焊而成,焊接电流一般在350~500A,焊接电弧的温度达到1000~1500℃,瞬间的高温使焊丝与母板均达到熔点形成熔池(即所谓的焊道),并使添加入熔池的合金粉末熔化形成堆焊熔敷层。堆焊过程中,熔池邻近的母板温度将达到600~800℃,甚至更高,由于母板一般采用普通Q235低碳钢,耐磨层为高碳高铬,所以在堆焊过程中,母板各部位温差很大,产生极不均匀的膨胀,收缩与变形,由于母板四周被压板牢牢紧固,无法自由变形,再加上耐磨层是由大量的合金粉末制成的焊丝进行冶金堆焊在母板上,形成典型的高硬度、高耐磨材料,由于堆焊层与母板二者的热膨胀系数相差较大,韧性好的母板可以承受较大的热变形,而高硬度堆焊层承受热变形的能力几乎为零,故使其内部产生极大的热应力,这个应力如果没有即时释放出来,在后期进行加工(如卷曲)过程中容易发生折断、崩裂、耐磨层脱落等问题。在受热变形后的冷却过程中,为释放堆焊复合钢板中存在的焊接应力,在堆焊层表面垂直于焊道的方向就会产生许多大小不等的裂纹,这个裂纹就是应力释放的结果,不影响使用


流程一:堆焊耐磨板的生产加工,堆焊耐磨板依照当场评测规格生产加工成形、并且经过喷砂处理等不光滑解决,外抛头露面先做防锈。
流程二:金属表面处理,混泥土表层涂刷层打除、凸凹面过较大用磨光机磨去。
流程三:化学螺栓安裝,在混泥土上安裝导向用化学螺栓。
流程四:堆焊耐磨板安裝,堆焊耐磨板上按置间距物品(以利于引入原材料均值遍布)。
流程五:封缝,选用环氧树脂胶(SB970)或质轻水泥构件(SBLEM),将堆焊耐磨板四周及引入孔周边密封性,另外开展引入孔和透出气孔安裝固定不动。
流程六:引入材注浆,视混泥土自身危害水平挑选引入原材料(如挑选原材料时空隙操纵于5-7mm;如选用预拌型无收拢混凝土时,其空隙操纵于2-765px)、以设备工作压力注浆方法灌进原材料
流程七:查验,检查堆焊耐磨板空隙注浆饱满度。
流程八:喷涂,相互配合当场颜色施胶堆焊耐磨板专用型喷涂原材料



涌华金属科技有限公司常年生产销售 河南漯河耐厚板等产品。公司库存量大,材质规格齐全,我公司经营方式灵活,批零兼营、一支起售,并可为客户铁路、公路运输,7*24小时为您服务,欢迎新老客户来电垂询。 公司自创办以来,一直坚持“以质量求生存,以产品求发展,以信誉保合作,以服务赢客户”的经营方针,客户遍及大江南北,获得了良好的声誉与回报,在以后的发展历程中,我们愿与广大客户携手并进,共创辉煌。



