

DN25镀锌钢管一吨价位的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
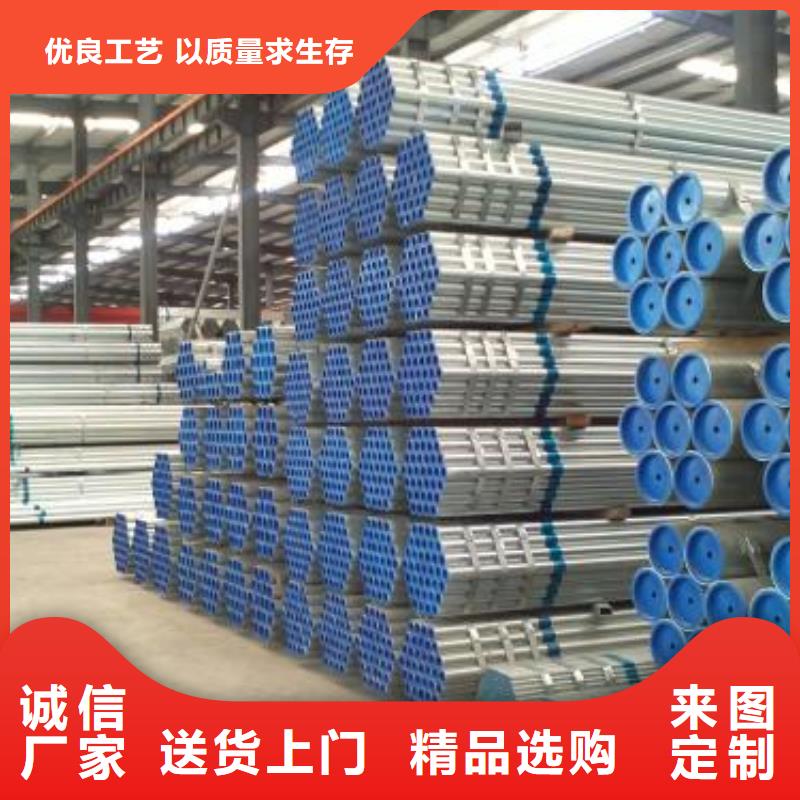
以下是:DN25镀锌钢管一吨价位的图文介绍

镀锌钢管木纹漆施工进行中冷镀锌与热镀锌也有区别冷喷镀锌工艺:在施工的工艺方面,按照正常的油漆喷涂方式就可以完成,长江高压无气喷涂,达到规定的小膜厚40米, 膜厚120米,一个完整的涂装体系可保护钢结构长达25年以上。热镀锌工艺:热镀锌是将除锈后的钢件浸入500℃融化的锌液中,使钢件表面附着锌层。镀锌管,也称为镀锌钢管,分为热浸镀锌和电镀锌。热浸镀锌层厚,涂层均匀,附着力强,使用寿命长。电镀成本低,表面不光滑,耐腐蚀性比热浸镀锌管差。 镀锌钢管:热镀锌钢管钢管基板与熔融电镀液复合物理、发生化学反应,形成致密的锌铁合金层耐腐蚀结构。合金层与纯锌层、钢管衬底集成在一起。因此,其耐腐蚀性强。 镀锌钢管:冷镀锌钢管锌层是电镀层,锌层与钢管基板分开分层。锌层很薄,锌层简单地附着在钢管基板上,很容易脱落。因此,其耐腐蚀性差。在新家中,禁止使用冷镀锌钢管作为供水管。 电镀锌:由于电解过程,在盐溶性的锌电极中,可以进行电子化。合伙和锌正在下沉到管子的表面。这样做得很好。然而,这种管道的粘性不足以阻挡持久的凝聚,多孔表面限制了管控寿命五年


镀锌带焊管以其壁厚大、材质好、加工工艺稳定,成为目前国内外大型油气输送工程的 钢管。在镀锌带焊管接接头中,焊缝和热影响区是容易产生各种缺陷的地方,而焊接咬边、气孔、夹渣、未熔合、未焊透、焊瘤、烧穿、焊接裂纹是主要焊接缺陷形式,也常常是使直缝埋弧焊管发生质量事故的起源。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。
镀锌带焊管质量控制措施为:
1、焊接前质量控制
1)首先要把好原材料质量关,经检验合格后方能正式进入施工现场,坚决杜绝使用不合格钢材。
2)其次是对焊接材料的管理。检查焊接材料是否为合格产品,储存和烘焙制度是否执行,发放的焊接材料表面是否清洁无锈,焊条的药皮是否完好、有无霉变。
3)再次是焊接区清洁管理。检查焊接区的清洁质量,不得有水、油、铁锈和氧化膜等污物,这对防止焊缝外部缺陷的产生有重要作用。
4)选择合适的焊接方法,应实行先试焊、后施焊原则。
2、焊接中的质量控制
1)根据焊接工艺规程复核焊丝和焊剂的规格是否正确,防止错用焊丝和焊剂而造成焊接质量事故。
镀锌带焊管焊接质量控制措施
2)对焊接环境进行监督,当焊接环境不好(温度低于0℃、相对湿度大于90%)时应采取相应措施后进行焊接。
3)预焊前先检验坡口尺寸,包括间隙、钝边、角度及错口等是否符合工艺要求。
4)在埋弧自动内外焊接过程中选用的焊接电流、焊接电压、焊接速度等工艺参数是否正确。
5)监督焊接人员在埋弧自动内外焊接时充分利用钢管管端引弧板长度,加强内外焊接时引弧板的使用效率,这有助于提高管端焊接质量。
6)监督焊接人员在补焊时是否先将熔渣清理干净、是否已彻底处理接头,坡口处是否有油、铁锈、渣、水、漆等污物。



鑫邦源特钢有限公司带您了解 山西吕梁合金钢管,本产品由鑫邦源特钢有限公司厂家直销,以下是 山西吕梁合金钢管的图文介绍,希望能帮助到您。


镀锌钢管木纹漆施工案例从而有不会生锈的特点以后,施工也不需要再做防锈处理,当然也不排除特别情况,当镀锌管进行焊接的时候,焊接口会出现镀锌外层脱落的情况,这种时候,如果想要再刷木纹漆,要在涂层脱落的地方做好防锈处理,可以用原子灰对缝隙进行填补打磨。镀锌管木纹漆施工进行中冷镀锌与热镀锌也有区别冷喷镀锌工艺:在施工的工艺方面,按照正常的油漆喷涂方式就可以完成,长江高压无气喷涂,达到规定的小膜厚40米, 膜厚120米,一个完整的涂装体系可保护钢结构长达25年以上。


