



为了给您提供更的711*10大口径排水涂塑复合钢管2025年价格产品信息,解锁711*10大口径排水涂塑复合钢管2025年价格产品新体验,视频带你玩转每个细节!
以下是:711*10大口径排水涂塑复合钢管2025年价格的图文介绍


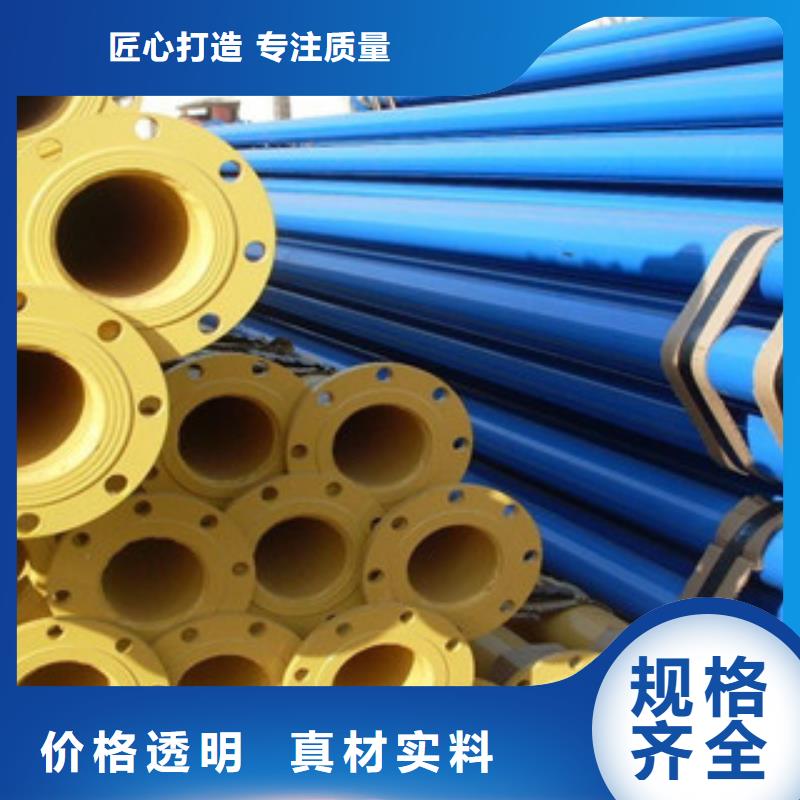
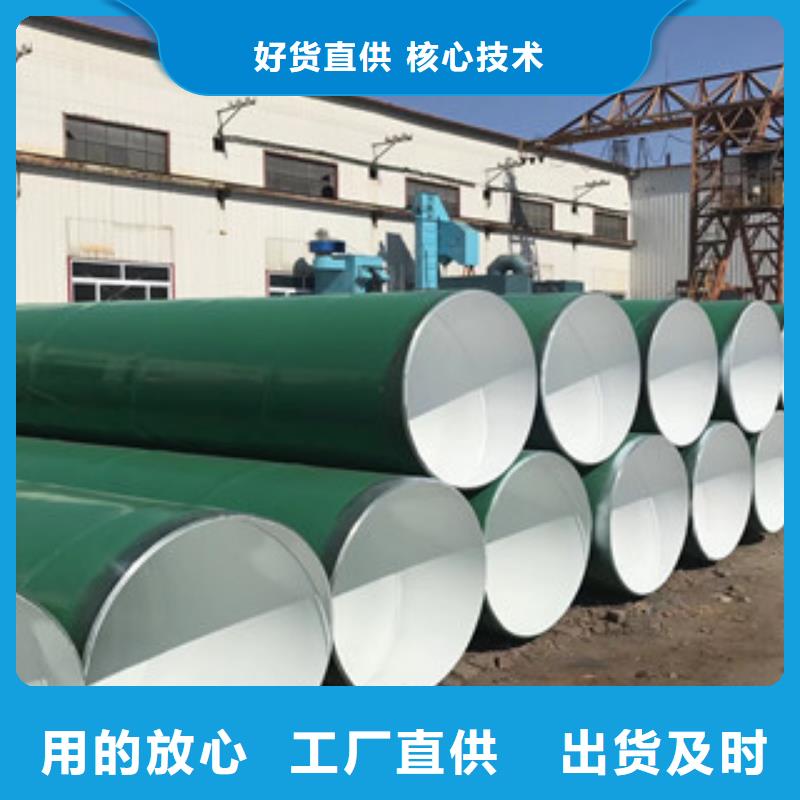
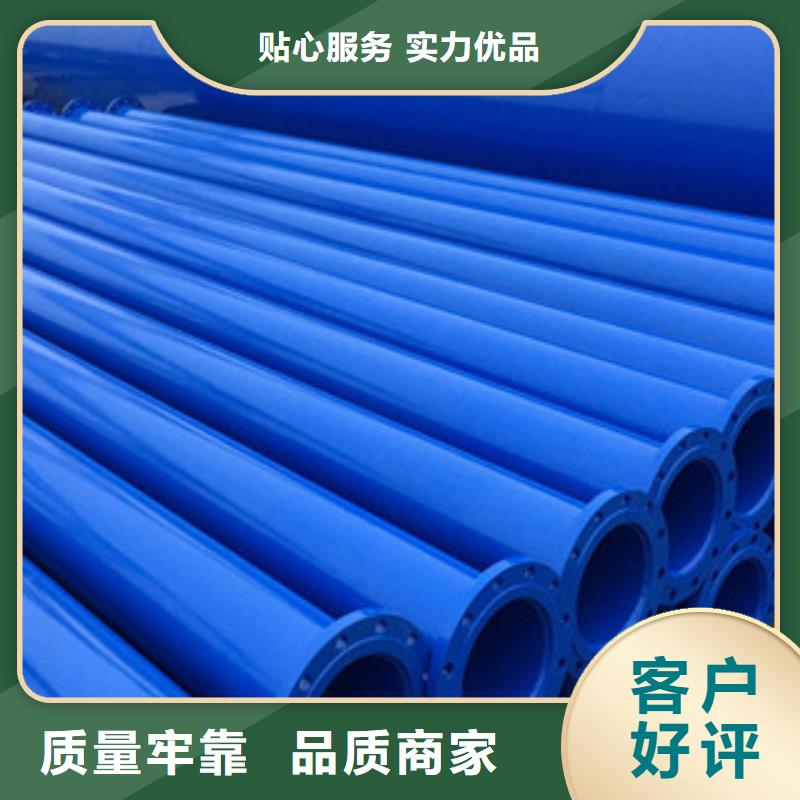
关于给水涂塑复合钢管的工艺介绍,主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。它的工艺基本如下,首先将普通钢管经过一些列前处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,*经过修补,即产品加工完成。加工工艺中要注意的细节也非常多,比如涂塑层要均匀,每一处地方都要喷涂到,浸塑时间的控制等,要想把该产品做好 要选择优质的环氧或聚乙烯粉末,然后需要有先进的工艺技术,*要有先进的设备支持。



兴昊管道有限公司奉行“ 山西吕梁热浸塑复合钢管质量优先”的生产原则,并一贯遵循对每一道工序负责,对每一个 山西吕梁热浸塑复合钢管产品负责,对每一位用户负责的质量方针,竭诚为用户服务,既要把生产设备的技术关,质量关,根据用户的具体需要,对设备进行合理的技术改造,以达到不同用户的要求,满足用户不同环境条件下的使用效果。


即使埋地使用也有优良的耐蚀性,而且还有很好的耐冲蚀性能。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30至,而且生产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。螺旋焊接钢管焊缝空隙过大,则构成附近效应削减,涡流热量缺乏,焊缝晶间接合不良而发生未熔合或开裂;如空隙过小则构成附近效应增大,焊接热量过大,构成焊缝烧损;或许焊缝经揉捏、滚压后构成深坑,影响焊缝表面质量.将管坯的两个边际加热到焊接温度后,在揉捏辊的揉捏下,构成一起的金属晶粒相互浸透、结晶,结尾构成结实的焊缝.



xhgd

口径范围 DN15--DN1200可带法兰及带压槽涂装 长度 6m、9m、12m及不定尺长度 涂层壁厚 100米~500米之间,通常为350米。 管道接口 丝扣连接、法兰连接、卡箍连接 前处理 化学浸槽法、物理喷砂法 涂层品种热塑性聚乙烯粉末(PE),热固性环氧树脂粉末(EP)等粉末涂料 产品特性 1.卫生、不积垢,不滋生生物、保证流体品质 2.耐化学腐蚀、耐土壤和海洋生物腐蚀,耐阴极剥离 3.安装工艺成熟、方便快捷、与普通镀锌管连接雷同 4.耐候性好,适用沙漠、盐碱等苛刻环境 5.管壁光滑、提高输送效率、使用寿命长。涂塑钢管的连接方法;一、工艺流程安装准备-滚槽->开孔,安装机械三通、四通->管道安装-〉统试压。
