

想要知道无缝钢管精密钢管老客户钟爱产品如何?看视频就知道!看视频,选产品更明智!
以下是:无缝钢管精密钢管老客户钟爱的图文介绍


8.金刚石岩芯钻探用华尔网无缝钢管(GB3423-82)是用于金刚石岩芯钻探的钻 杆、岩心杆、套管的华尔网无缝钢管。 9.石油钻探管(YB528-65)是用干石油钻探两端内加厚或外加厚的无锋钢 管。钢管分车丝和不车丝两种,车丝管用接头联结,不车丝管用对焊的 方法与工具接头联结。 10.船舶用碳钢华尔网无缝钢管(GB5213-85)是制造船舶I级耐压管系、I级 耐压管系、锅炉及过热器用的碳素钢华尔网无缝钢管。碳素钢华尔网无缝钢管管壁工 作温度不超过450℃,合金钢华尔网无缝钢管管壁工作温度超过450℃。 11.汽车半轴套管用华尔网无缝钢管(GB3088-82)是制造汽车半轴套管及驱动 桥桥壳轴管用的优质碳素结构钢和合金结构钢热轧华尔网无缝钢管。 12柴油机用高压油管(GB3093-86)是制造柴油机喷射系统高压管用的 冷拔华尔网无缝钢管。 13液压和气动缸筒用精密内径华尔网无缝钢管(GB8713-88)是制造液压和气 动缸筒用的具有精密内径尺寸的冷拔或冷轧精密华尔网无缝钢管。 14.冷拔或冷轧精密华尔网无缝钢管(GB3639-83)是用于机械结构、液压设备 的尺寸精度高和表面光洁度好的冷拔或冷轧精密华尔网无缝钢管。选用精密 华尔网无缝钢管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 15.结构用不锈钢华尔网无缝钢管(GB/T14975-1994)是广泛用于化工、石油、 轻纺、医疗、食品、机械等工业的耐腐蚀管道和结构件及零件的不锈钢制成的热轧(挤、扩)和冷拔(轧)华尔网无缝钢管。 16.流体输送用不锈钢华尔网无缝钢管(GB/T14976-1994)是用于输送流体的 不锈钢制成的热轧(挤、扩)和冷拔(轧)无绛钢管



华尔网无缝钢管硬度测试是在规定的条件下,将一个坚硬的压头慢慢压入涂塑无缝管的表面,然后测试压痕的深度或大小,以确定材料的硬度。华尔网无缝钢管硬度测试是材料力学性能测试中一种简单、华尔网快速、华尔网易于实施的方法。华尔网无缝钢管硬度测试是非破坏性的,材料硬度值与抗拉强度值之间存在近似的换算关系。可以将涂塑华尔网无缝钢管的硬度值换算成抗拉强度值,具有很大的现实意义。
华尔网无缝钢管由于拉伸试验不易检测,而且硬度转化为强度比较方便,所以越来越多的人对材料进行硬度测试,而很少进行强度测试。华尔网无缝钢管特别是由于硬度计制造技术的不断进步和创新,现在可以直接测试一些以前无法直接测试的材料的硬度。因此,硬度试验有逐渐取代拉伸试验的趋势。大多数塑料涂层无缝管标准都规定了拉伸和硬度测试。华尔网无缝钢管对于不方便进行硬度试验的材料,如涂塑无缝管,只规定了拉伸试验。在无缝标准中,一般规定了布、华尔网低、华尔网威三种硬度测试方法来确定涂塑无缝管的硬度值,只要求测量三种硬度值中的一种。因此,在测试涂塑无缝管的硬度时,需要做好这些细节,以确保其良好的性能。



亚广金属有限公司引进先进的 四川眉山圆钢技术,性能更稳定,用拥有领先的制造和检测设备, 四川眉山圆钢生产效率更高。


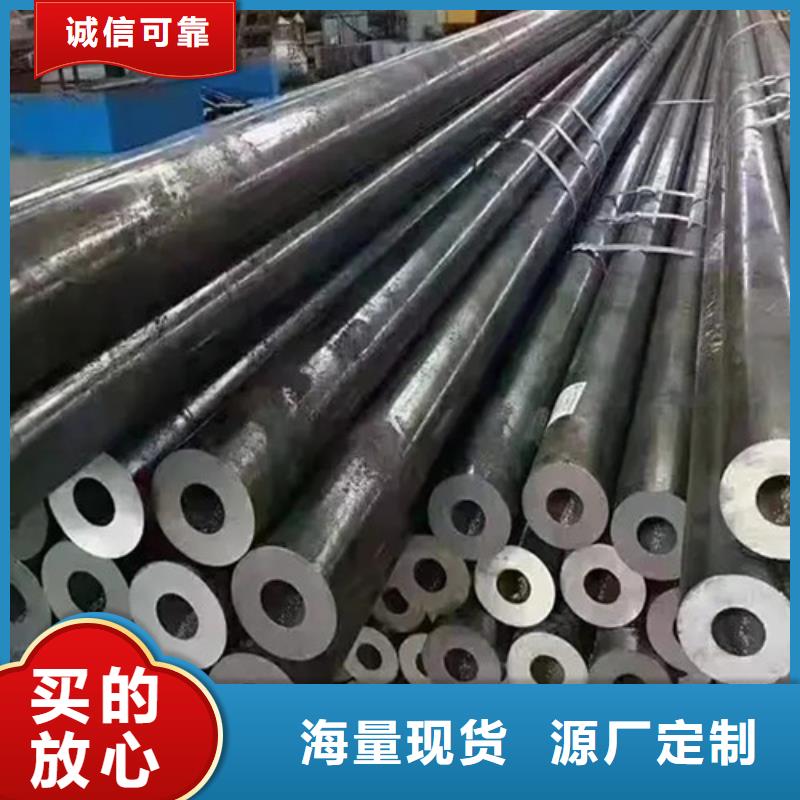
热轧华尔网无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。热轧华尔网无缝钢管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 华尔网无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。华尔网无缝钢管的规格用外径*壁厚毫米数表示。 热轧华尔网无缝管外径一般大于32mm,壁厚2.5-200mm,冷轧华尔网无缝钢管外径可以到6mm,壁厚可到0.25mm,薄壁管外径可到5mm壁厚小于0.25mm,冷轧比热轧尺寸精度高。 一般用华尔网无缝钢管是用10、20、30、35、45等优质碳结钢16Mn、5MnV等低合金结构钢或40Cr、30CrMnSi、45Mn2、40MnB等合结钢热轧或冷轧制成的。10、20等低碳钢制造的华尔网无缝管主要用于流体输送管道。45、40Cr等中碳钢制成的华尔网无缝管用来制造机械零件,如汽车、拖拉机的受力零件。一般用华尔网无缝钢管要保证强度和压扁试验。热轧钢管以热轧状态或热处理状态交货;冷轧以热处理状态交货。



六 质量要求: ①钢的化学成分:钢的化学成分是影响华尔网无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。 a. 合金元素:有意加入,根据用途 b. 残余元素:炼钢带入,适当控制 c. 有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O) 炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。 ②钢管几何尺寸精度和外形 a. 钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。 外径允许偏差 δ=(D-Di)/Di × D: 或小外径mm Di:名义外径mm b. 钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关 壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚 Si:名义壁厚mm C.钢管椭圆度:表示钢管的不圆程度。 d. 钢管长度:正常长度、定(倍)尺长度、长度允许偏差 e. 钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度 f. 钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度 g. 钢管端面坡口角度和钝边 5.钢管表面质量:表面光洁要求 a. 危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。 b. 一般性缺陷:麻坑、青线、划伤、碰伤、轻微的内、外直道、辊印等。

