



想要更直观地了解27SiMn冷拔油缸珩磨管厂家靠谱产品吗??产品视频,带你走进产品世界
以下是:27SiMn冷拔油缸珩磨管厂家靠谱的图文介绍

冷拔管在进行操作的时候是根据它的具体的应用而进行不断地去设计的,冷拔管而言 的好处就是能够根据自身的特征和常见的基本的性能进行不断地去冷拔管的使用的特点的。冷拔管在进行操作的时候要用到打孔的,打孔的话就是在冷拔管的表面进行穿透,打一个个的小孔,这样的话对于冷拔管来说就可以使用它在管道和工程领域就能够派上用场了。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。
管打孔的一些方式和方法:划线比较准,将钢管固定在平台上,用拐尺在钢管两侧画钢管的中心高,既是孔的中心,打孔用钻床,电钻都行。钻时打上样冲眼。可以用化学腐蚀的方法,用强酸将需打孔处腐蚀穿;或用,原电池反应,用铁丝接上一块活泼金属如Zn,将铁丝与钢管需打孔处连起来,然后将钢管和Zn块同时放入电解质中;还可以用铝热反映(我觉得这方法比较好):利用铝与三氧化二铁(Fe2O3)反应时放出大量热可以使钢管打孔处融化。


冷拔钢管是钢管的一种型号,在各种的场所中也是应用比较广泛的。冷拔钢管的加工和制作步骤是非常的复杂的,也是比较的的。对于它的制作我们也是不言而喻的,它是怎么进行制作,有什么比较重要的流程呢?冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形冷拔钢管。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。在制作中比较重要的就是冷拔钢管的成型技术,比较重要,也是难点。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。



现在的冷拔管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对冷拔管护理的不必要开支。
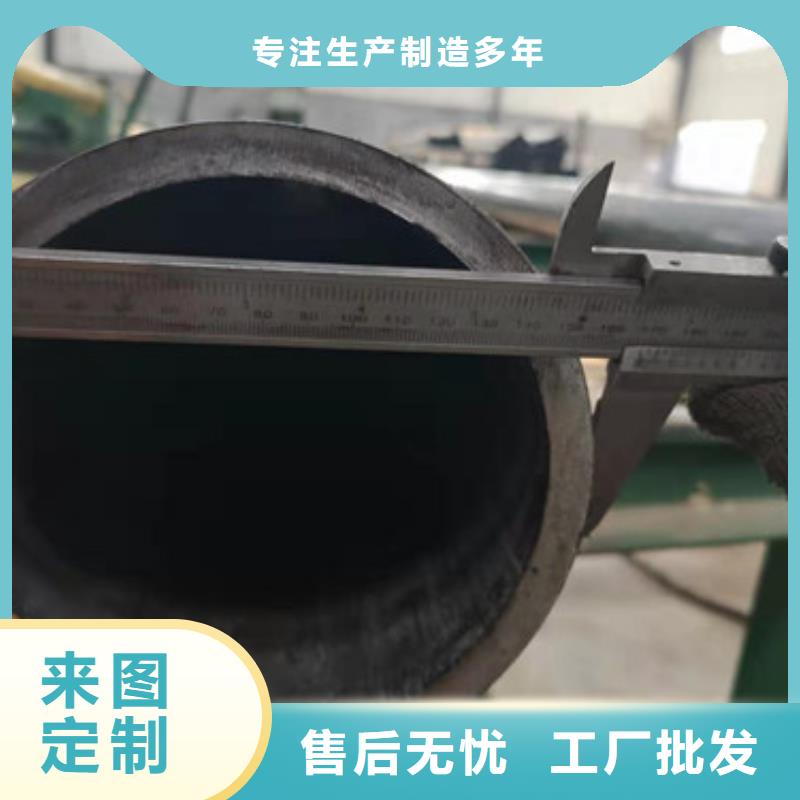
小孔直径长度决定了冷拔管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到冷拔管中的使用。而投入到机械中使用的冷拔管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款冷拔管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
精密无缝钢管相关标准指数:精密无缝钢管主要品种:DIN系列高精度精密光亮精密无缝钢管、液压系统专用精密无缝钢管、汽车制造专用精密无缝钢管。主要标准:DIN2391, DIN2445, EN10305, DIN1629, DIN1630, ASTM A179。精密无缝钢管主要材质:ST35(E235) ST37.4 ST45(E255) ST52(E355)主要交货状态:NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)。主要特点:精密无缝钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝。精密无缝钢管主要用途:应用于液压系统配钢管、汽车制造配钢管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。
小孔直径长度决定了冷拔管的用途。例如流体管道,流体管道的小孔直径较大,内部的中空面积也就会越大,很适合投入到冷拔管中的使用。而投入到机械中使用的冷拔管,小孔直径较小,其具有很强的任性和耐磨的特性。人们可以在千斤顶中便可以看到这款冷拔管的使用,极大了机械的使用效率和使用的寿命,同时也为人们的生活带来了很大改变,而朋友们在选购的过程中便需要注意小孔直径大小的方面。
精密无缝钢管相关标准指数:精密无缝钢管主要品种:DIN系列高精度精密光亮精密无缝钢管、液压系统专用精密无缝钢管、汽车制造专用精密无缝钢管。主要标准:DIN2391, DIN2445, EN10305, DIN1629, DIN1630, ASTM A179。精密无缝钢管主要材质:ST35(E235) ST37.4 ST45(E255) ST52(E355)主要交货状态:NBK(+N) GBK(+A) BK(+C) BKW(+LC) BKS(+SR)。主要特点:精密无缝钢管内外壁无氧化层,承受高压无泄漏,高精度,高光洁度,冷弯不变形,扩口、压扁无裂缝。精密无缝钢管主要用途:应用于液压系统配钢管、汽车制造配钢管、军工、工程机械、铁路机车、航空航天、船舶、注塑机、压铸机、机床、柴油机、石油化工、电站、锅炉设备等各行各业。



精拉管业有限公司坐落于传统与创新交融的福建南平高新技术产业开发区,拥有100万平方米 福建南平冷拉管生产基地。10多年春华秋实、初心不变,我们坚守着做 福建南平冷拉管行业追求者的品牌定位,为改变 福建南平冷拉管而精工智造!


冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


