


想知道20#油缸管产品为何如此受欢迎?观看视频,答案自在其中。
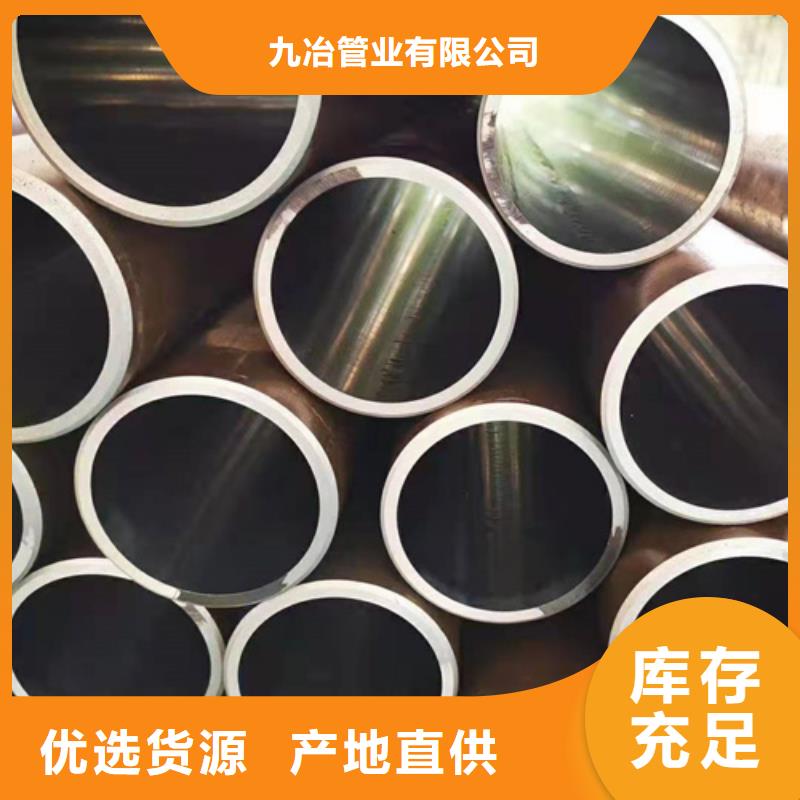
以下是:20#油缸管的图文介绍
九冶管业有限公司是国内一家集生产、研发、销售于一体的现代化企业。公司以“求实、求新、求是、求真”为企业精神,以“诚信、品质、服务”为发展理念,不断开拓创新。企业不断引进和更新先进的生产设备,先进的生产技术、的生产检验设备、专业化的人才、严格按照国际质量管理体系生产、确保产品的专业化品质。主要产品有:(河南南阳) 本地 河南南阳不锈钢缸筒。高素质的人才、先进的经营管理是我们雄起之根本;的管理决定的质量,的质量才能确保的企业。企业在生产经营上以严格的科学管理体系、规范的经营理念,保证产品与服务的质量都能达到的标准,为广大客户提供满意而无后顾之忧的产品。


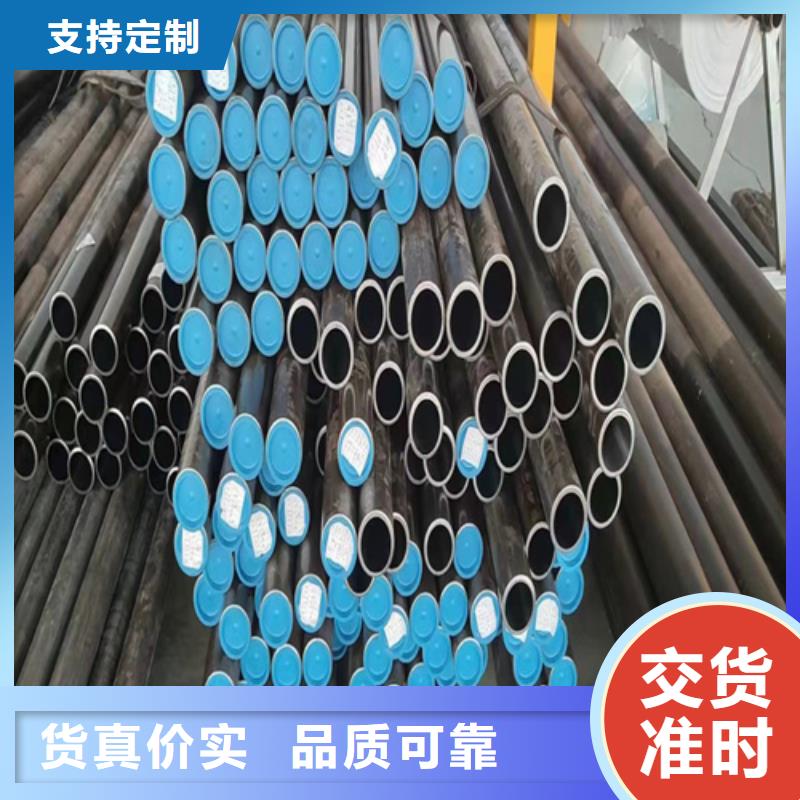
热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大。当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。



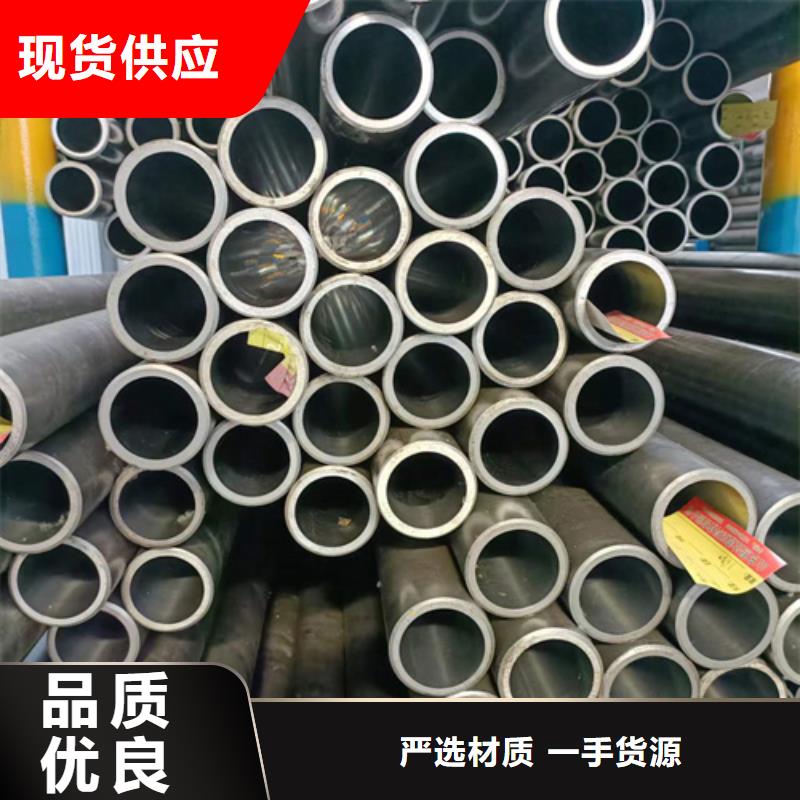
珩磨管的实用性如何。珩磨管的工作其实说简单点就是为了减少工件的表面粗糙程度,但是很多人并不知道珩磨管到底是怎样工作的,下面我们就简单的来了解一下珩磨管是怎样工作的吧。在珩磨管工作的时候,会有一个砂条。砂条上会放上很多磨粒,如果给这些磨粒够多的压力,那么珩磨管就会以相应的速度,然后对工件的表面进行摩擦。这样的挤压和挂侧就可以细细的减少工件的表面粗糙程度。还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。



有一种过程控制方法能缩短珩磨时间,珩磨管易于让在整个齿面上保持理论上的线接触。因此减少了磨具与工件的点接触。尽管这可能有悖于产生较大残余压应力的要求,但应力依然会使之保持理论线接触。连续改变接触条件会产生良好的动态特性,不会因摆动角度使机床部件产生严重颤振。珩磨过程中,单面线接触珩磨时这类动态特性会对机床产生严重影响。为减小这种影响,要尽可能地采用双面线接触。系列化生产中,数控珩磨机由此而引发的对珩磨过程中利用机床运动链实施齿面修形过程的限制,可予忽略。但在工装中要建立轮廓修形。关于单面或双面接触,所涉及的或是磨具齿面,或是工件齿面。在加工过程中有一个以上的齿在保持接触。这就表示珩齿过程是一种连续接触的转动过程。这是使齿轮低噪声运行的一项很重要的决定性因素。
