

为了让您更地了解我们的40Mn2圆钢规格齐全,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:40Mn2圆钢规格齐全的图文介绍


剥皮圆钢储存注意事项以及防锈措施分析
剥皮圆钢的储存注意事项:
1、剥皮圆钢贮存要留意防潮,避免被酸腐蚀,保管圆钢的场地或仓库,应挑选在清洁洁净、排水通畅的当地,远离产生有害气体或粉尘的厂矿。
2、在场地上要杂草及全部杂物,坚持圆钢洁净。
3、仓库里不得与酸、碱、盐、水泥等对圆钢有侵蚀性的资料堆积在一起。
4、不同种类的圆钢应别离堆积,避免混淆,避免接触腐蚀。
5、仓库应根据地理条件选定,一般选用普通封闭式仓库,即有房顶有围墙、门窗严密,设有通风装置的仓库。
6、仓库要求晴天留意通风,雨天留意封闭防潮,常常坚持适宜的贮存环境。
剥皮圆钢防锈措施:
1、圆钢资料入库后要常常查看,如有锈蚀,应锈蚀层。
2、一般圆钢钢材外表于净后,不必涂油,但对优质圆钢、合金薄圆钢板、薄壁管、合金圆钢管等,除锈后其内外外表均需涂防锈油后再寄存。
3、圆钢资料在入库前要留意避免雨淋或混入杂质,对现已淋雨或弄污的资料要按其性质选用不同的办法擦净,如硬度高的可用钢丝刷,硬度低的用布、棉等物。
4、对锈蚀较严峻的圆钢材,除锈后不宜长期保管,应尽快使用。
剥皮圆钢的储存注意事项:
1、剥皮圆钢贮存要留意防潮,避免被酸腐蚀,保管圆钢的场地或仓库,应挑选在清洁洁净、排水通畅的当地,远离产生有害气体或粉尘的厂矿。
2、在场地上要杂草及全部杂物,坚持圆钢洁净。
3、仓库里不得与酸、碱、盐、水泥等对圆钢有侵蚀性的资料堆积在一起。
4、不同种类的圆钢应别离堆积,避免混淆,避免接触腐蚀。
5、仓库应根据地理条件选定,一般选用普通封闭式仓库,即有房顶有围墙、门窗严密,设有通风装置的仓库。
6、仓库要求晴天留意通风,雨天留意封闭防潮,常常坚持适宜的贮存环境。
剥皮圆钢防锈措施:
1、圆钢资料入库后要常常查看,如有锈蚀,应锈蚀层。
2、一般圆钢钢材外表于净后,不必涂油,但对优质圆钢、合金薄圆钢板、薄壁管、合金圆钢管等,除锈后其内外外表均需涂防锈油后再寄存。
3、圆钢资料在入库前要留意避免雨淋或混入杂质,对现已淋雨或弄污的资料要按其性质选用不同的办法擦净,如硬度高的可用钢丝刷,硬度低的用布、棉等物。
4、对锈蚀较严峻的圆钢材,除锈后不宜长期保管,应尽快使用。



01源头工厂,海量货源
鑫邦源特钢有限公司,拥有自建大型厂区,海量货源,满足客户的供货需求
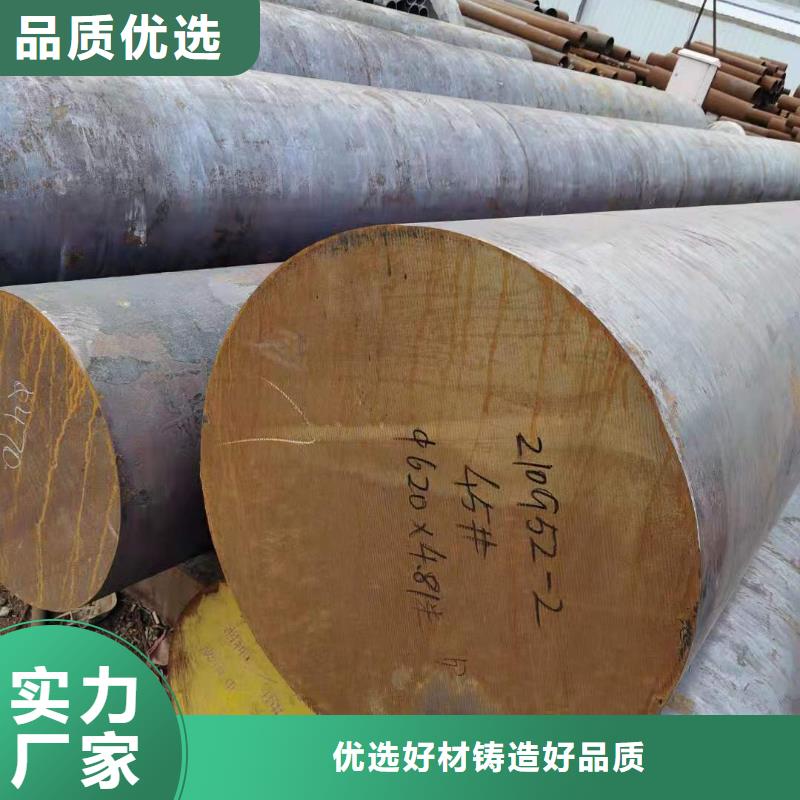
02优良产品,保障质量
公司生产的 内蒙古合金钢管都是优良级别产品,保障产品的质量
03售后服务,让您无忧
鑫邦源特钢有限公司,为您提供售前,售中,售后服务


面磨削质量的控制等对圆钢表面质量的影响
圆钢轧制过程中清刷辊压靠力的设定至关重要,因为工作辊辊面粘铝层过厚、过薄都是有害的,严重时易导致设备事故,恶化产品在清刷辊工作时,应对清刷辊喷射一定量的乳液,掌握库存危险为主主要目的是冷却和清洗清刷辊上的钢丝,乳液流量为乳液总流量的3%一5%,喷射压力为轧辊的控制轧辊的原始辊型的设计、硬度、辊面粗糙度以及表面磨削质量的控制等对板材表面质量的影响很大,圆钢因而必须对轧辊质量进行严格控制。圆钢还常常和工字钢配合使用。型钢应用特点热轧H型钢根据不同用途合理分配截面尺寸的高宽比,具有优良的力学性能和优越的使用性能设计风格灵活、丰富。在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50% ,从而使建筑布置更加灵活。结构自重轻。与混凝土结构自重相比更轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施圆钢工简便,造价降低。增加结构有效使用面积。与混凝土结构相比,钢结构柱截面面积小,圆钢从而可增加建筑有效使用面积,视建筑不同形式,能增加有效使用面积4-6%。与焊接H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。
圆钢轧制过程中清刷辊压靠力的设定至关重要,因为工作辊辊面粘铝层过厚、过薄都是有害的,严重时易导致设备事故,恶化产品在清刷辊工作时,应对清刷辊喷射一定量的乳液,掌握库存危险为主主要目的是冷却和清洗清刷辊上的钢丝,乳液流量为乳液总流量的3%一5%,喷射压力为轧辊的控制轧辊的原始辊型的设计、硬度、辊面粗糙度以及表面磨削质量的控制等对板材表面质量的影响很大,圆钢因而必须对轧辊质量进行严格控制。圆钢还常常和工字钢配合使用。型钢应用特点热轧H型钢根据不同用途合理分配截面尺寸的高宽比,具有优良的力学性能和优越的使用性能设计风格灵活、丰富。在梁高相同的情况下,钢结构的开间可比混凝土结构的开间大50% ,从而使建筑布置更加灵活。结构自重轻。与混凝土结构自重相比更轻,结构自重的降低,减少了结构设计内力,可使建筑结构基础处理要求低,施圆钢工简便,造价降低。增加结构有效使用面积。与混凝土结构相比,钢结构柱截面面积小,圆钢从而可增加建筑有效使用面积,视建筑不同形式,能增加有效使用面积4-6%。与焊接H型钢相比,能明显地省工省料,减少原材料、能源和人工的消耗,残余应力低,外观和表面质量好。



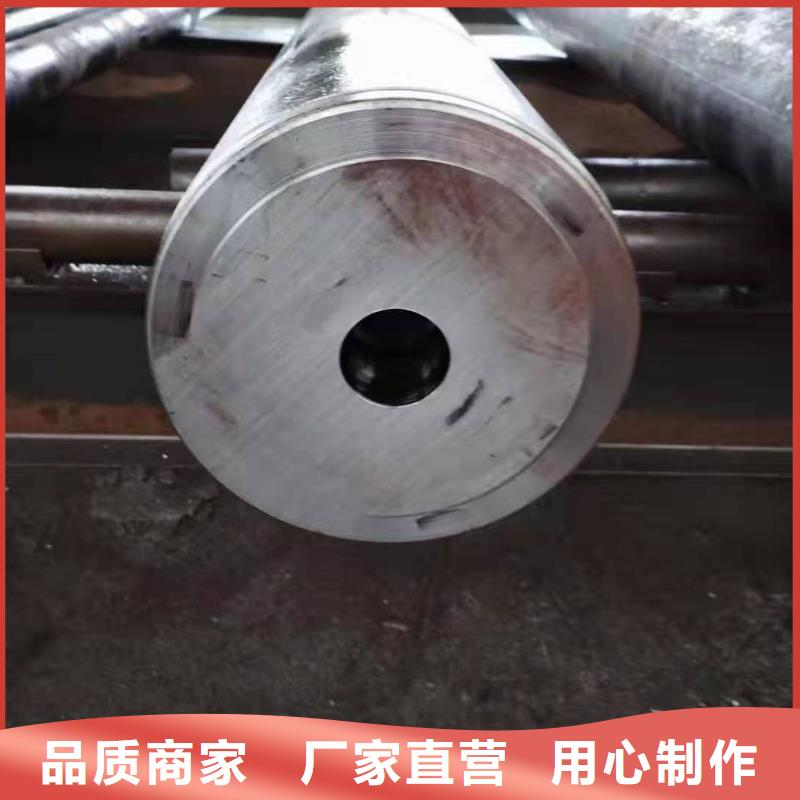
圆钢的基本分类
圆钢是指截面为圆形的实心长条钢材。圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯
圆钢与其它钢筋的区别:
1、 外型不一样,圆钢外型光圆,无纹无肋,圆钢其它钢筋表面外型有刻纹或有肋,这样就造成圆钢与混凝土的粘结力小,而其它钢筋与混凝土的粘结力大。
2、 成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。钢强度较高,塑性和韧性尚好,用于制作承受负荷较大的小截面调质件和应力较小的大型正火零件,圆钢以及对心部强度要求不高的表面淬火零件,如曲轴、传动轴、齿轮、蜗杆、键、销等。水淬时有形成裂纹的倾向,形状复杂的零件应在热水或油中淬火。
圆钢是指截面为圆形的实心长条钢材。圆钢分为热轧、锻制和冷拉三种。热轧圆钢的规格为5.5-250毫米。其中:5.5-25毫米的小圆钢大多以直条成捆供应,常用作钢筋、螺栓及各种机械零件;大于25毫米的圆钢,主要用于制造机械零件或作无缝钢管坯
圆钢与其它钢筋的区别:
1、 外型不一样,圆钢外型光圆,无纹无肋,圆钢其它钢筋表面外型有刻纹或有肋,这样就造成圆钢与混凝土的粘结力小,而其它钢筋与混凝土的粘结力大。
2、 成份不一样,圆钢(一级钢)属于普通低碳钢,其它钢筋多为合金钢。钢强度较高,塑性和韧性尚好,用于制作承受负荷较大的小截面调质件和应力较小的大型正火零件,圆钢以及对心部强度要求不高的表面淬火零件,如曲轴、传动轴、齿轮、蜗杆、键、销等。水淬时有形成裂纹的倾向,形状复杂的零件应在热水或油中淬火。



gcr15圆钢的成形过程是使用专用的gcr15圆钢成形机,将管坯放入外模中,上下模合模后,推杆的推动下,管坯沿内模和外模预留的间隙运动而完成成形过程。采用内外模冷挤压工艺制造的gcr15圆钢外形美观、壁厚均匀、尺寸偏差小,故对于不锈钢gcr15圆钢特别是薄壁的不锈钢gcr15圆钢成形多采用这一工艺制造。这种工艺所使用的内外模精度要求高;对管坯的壁厚偏差要求也比较苛刻。对gcr15圆钢的焊接注意事项 对gcr15圆钢常用的无缝钢管制造的一类管件,石油、化工、造船、冶炼、建筑行业的流体管道上使用的管件产品,主要材质有不锈钢、碳钢、低合金钢、合金钢的对gcr15圆钢。无缝对gcr15圆钢与普通的焊接管件相比,具有更加的经久耐用的特性,不容易因外界环境条件的影响而发生变质现象。对gcr15圆钢焊后硬化性较大,容易产生裂纹。铝板若采用同类型的不锈钢gcr15圆钢焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢gcr15圆钢焊条。对gcr15圆钢焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。为防止由于加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落)防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。采用同类型的铬不锈钢焊条时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用铬镍不锈钢焊条。
