

鑫森通达无缝钢管有限公司秉承“创新理念、追求卓越、迅速改善、永续经营“的经营理念;并以“质量为先”,“顾客的满意是我们的荣誉”作为我们永远不变的质量政策;以爱护环境、回报社会、关爱雇员等社会责任为己任;把“诚信、负责、创新、团队”作为不断的追求和目标。 凭借“攀登高峰,超越自我”的精神。公司正以崭新的姿态,向 浙江宁波冲压片产业结构化,规模化,为宗旨的现代化企业迈进。



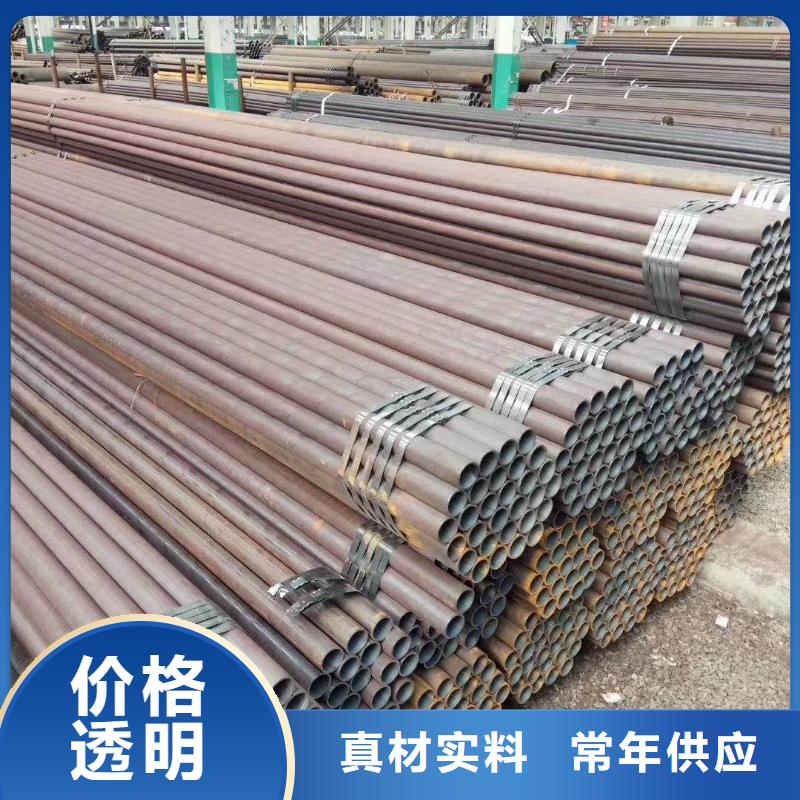
合金管的焊接工艺:焊前加热,焊后淬火、回火
1、预热
合金管电焊前,主要对合金管进行加热,控制温度30分钟后开始焊接。
电焊的加热和虚拟束温回火处理由调温处理的温度控制柜主动操作。采用远红外跟踪热处理炉板。全智能主动设置曲线图并记录曲线图,热阻准确测量温度。加热时热阻测点距离焊缝边缘15mm-20mm。
2、焊接方法
1. 为了防止合金管的焊接变形,每个柱接头由两个人对称焊接,焊接方向从中间向两边。焊接内开放(内开放时焊缝接近梁),实际操作从——层合金管第三层合金管道必须进行小规格,因为其电焊危及焊接变形的主要原因。电焊一至三层后,应进行反刨。碳弧气刨应用后,需要对焊接机械设备进行打磨,对焊接表面进行氮化梳理,显示金属质感,防止表面碳化产生裂纹。外孔焊接一次,其余内孔焊接一次。
2. 电焊=两层合金管时,焊接方向应与层合金管相反,依此类推。每层对接焊缝间隔15-20mm。
3.应保持多台焊机的焊接电流、焊接速度和重叠层数。
4. 在电焊中,必须从引弧板开始焊接,并在引弧板上结束焊接。电焊后切断、打磨、清洁。
3、经调质处理后
焊缝电焊后,应在12小时内进行回火处理。如不能立即对合金管进行调质淬火处理,应听取保温和缓冷的建议。当进行回火处理时,应测量两个热阻的温度,并在焊缝两侧焊接热阻



线性模组精度的测试实验过程
用一个什么词能够描绘线性模组的特征,任工作中许多人都会说高精度这一个词语。确实没错,高精度一词是线性模组的一个让我们
众所周知的特征,而线性模组这儿所说的高精度,又 有多少人知道它所说的精度是哪一种呢? 线性模组图片 了解线性模组的朋友应该清楚,
线性模组分为定位精度与重复精度,这两种精度虽然我们都可能会成为高精度,但我们一般所指的高精度是重复精度。
重复精度详细是什么意思呢?其实浅显来 解说就是差错,差错小就意味着是高精度。 线性模组的高精度一般小于±0.02,我们就会称它
为是高精度性的线性模组。我们常常能听到线性模组精度是多少,其实我们很少知道它毕竟的根据规范是什么。
或是怎么检验得出的一个线 性模组重复精度数值。下面就和我们讲一讲线性模组重复精度的检验原则 线性模组的重复检验原则就是:对
恣意一点在相同方向进行7次重复定位,再测出其中止方位,算出表头读数 差值的1/2.
作为检验的原则,在移动距离的中央及大致两端的方位分别进行检验,将测 试数值中的 值作为测定值,用带有正负的 差的1/2标
明。 这就是线性模组重复精度的检验原则,看到这儿任你已经有大约了解吧线性模组的重复精度检验是十分严峻的,所以屡次的往复检验呈现出
来的数据,才是点评一个线性模组是否抵达高精度的一个原则。


