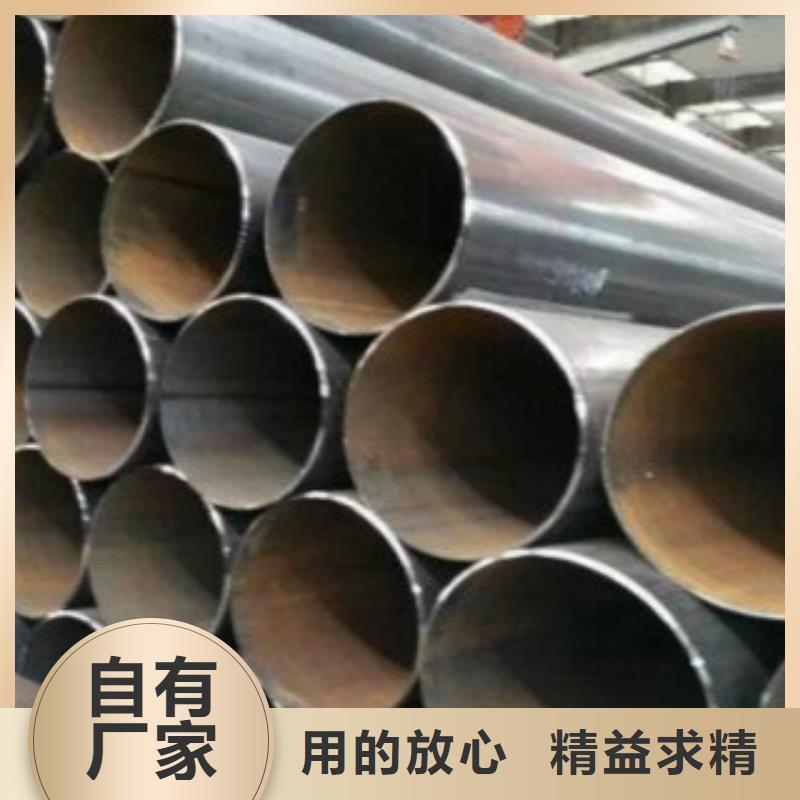





直缝焊管-【Q460B钢板】品质可靠产品的真实面貌,远比文字描述来得丰富和生动。点击观看我们的视频,让产品自己为您讲述它的故事。
以下是:直缝焊管-【Q460B钢板】品质可靠的图文介绍
申达鑫通商贸有限公司座落于北辰区顺义道中储大厦 ,地理位置得天独厚,交通运输j i为方便。主营产品: 宁夏D,并得到用户的一致好评和肯定,在本行业享有一定的盛誉。我公司宗旨:诚信为本,质量可靠,互惠互利,共谋发展! 申达鑫通商贸有限公司向新老朋友和广大客户对本公司的支持表示衷心得感谢,愿我们长期合作,共同发展。


热扩直缝焊管但大都在1200℃左右,含碳量和其他合金元素较多时温度要稍低一些。直缝钢管加热操作第二个关键是尽量削减氧化皮数量。特别是在热揉捏肘,16Mn直缝钢管从东西寿数和揉捏管材的表面质量动身,恳求愈加严厉。直缝钢管在16Mn直缝钢管的出产过程中,由于首要加工是在热状态下进行的,故加热操作是决议制品质量非常重要的工序。直缝钢管如热用的炉子,依据它们的效果,分为加热炉和再加热炉两种;前者用于将坯料从常温加热到加工温度;后者用于在加工过程中将坯料再加热到必需的加工温度。直缝钢管加热不妥将成为在管坯内表面或许外表面上呈现裂纹、折叠及偏疼等废品的缘由。直缝钢管加热炉的方式有许多种,但首要运用的是缓刑加热炉。这种加热炉具有环形的炉底,它可缓慢地转变,坯料从入口处沿着炉底的直径方向装入,反转一用到出口处之的就可加热和均热到所规则温度的一种炉子。这种加热操作的关键在于将坯料均匀加热到适于加工的温度。由于穿孔对质量影响很大,也就是说,穿孔加工时的温度是影响质量的重要条件,所以一般要对穿孔加工时的坯料温度进行操控。



天津申达鑫通有限公司是专业钢管及管道配件的大型企业之一,位于“中国钢管基地大邱庄,公司东临天津港,北靠京、津,西接京沪铁路,地理位置优越,国内运输十分便利。
主营钢管系列:直缝焊接钢管、直缝钢管、涂塑钢管、防腐钢管、保温钢管、双面埋弧螺旋钢管、直缝钢管和无缝钢管等产品。公司可承接内外涂塑、防腐、保温、镀锌等各种加工。①涂塑钢管:热熔结环氧粉末涂塑钢管、衬塑钢管;②防腐钢管:3PE防腐钢管、TPEP防腐钢管、环氧煤沥青防腐钢管、环氧树脂防腐钢管、环氧陶瓷防腐钢管、IPN8710饮用水防腐管道及水泥砂浆衬里防腐管道;③保温钢管:聚氨酯发泡保温钢管、蒸汽钢套钢保温钢管;④镀锌钢管:热镀锌钢管、热镀锌管件。
主营钢管系列:直缝焊接钢管、直缝钢管、涂塑钢管、防腐钢管、保温钢管、双面埋弧螺旋钢管、直缝钢管和无缝钢管等产品。公司可承接内外涂塑、防腐、保温、镀锌等各种加工。①涂塑钢管:热熔结环氧粉末涂塑钢管、衬塑钢管;②防腐钢管:3PE防腐钢管、TPEP防腐钢管、环氧煤沥青防腐钢管、环氧树脂防腐钢管、环氧陶瓷防腐钢管、IPN8710饮用水防腐管道及水泥砂浆衬里防腐管道;③保温钢管:聚氨酯发泡保温钢管、蒸汽钢套钢保温钢管;④镀锌钢管:热镀锌钢管、热镀锌管件。



今日全国钢材综合价格指数达到149.3点,较上周下降0.78%,较去年同期下降8.32%。其中,LGMI长材价格指数为162.1点,较上周下降1.01%,较去年同期下降6.15%;LGMI型材价格指数为157.7点,较上周下降0.23%,较去年同期下降4.75%;LGMI板材价格指数为136.2点,较上周下降0.78%,较去年同期下降11.39%;LGMI管材价格指数为157.6点,较上周下降0.19%,较去年同期下降5.55%。
据监测数据显示,2019年第25周国内部分地区钢铁原燃料及钢材产品计17类44个规格(品种)的价格变化情况如下:主要钢材品种市场价格震荡下跌,与上周相比,上涨品种有所增加,持平品种有所减少,下跌品种略有增加。其中12个品种上涨,较上周增加6种;6种持平,较上周减少7种;26个品种下跌,较上周增加1种。国内钢铁原料市场震荡盘整,铁矿石价格上涨25-40元,焦炭价格下跌100元,废钢价格下跌10-50元,钢坯价格下跌50-60元。



直缝焊管按生产工艺可分为高频直缝钢管和埋弧焊直缝钢管。埋弧焊直缝钢管按其不同的成型方式又分为UOE、RBE、JCOE钢管等。下面介绍常见的高频直缝钢管和埋弧焊直缝钢管的成型工艺。
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;
埋弧焊工艺
1. 板探:用来制造大口径埋弧焊直缝钢管的钢板进入生产线后,首先进行全板超声波检验;
2. 铣边:通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状;
3. 预弯边:利用预弯机进行板边预弯,使板边具有符合要求的曲率;
4. 成型:在JCO成型机上首先将预弯后的钢板的一半经过多次步进冲压,压成"J"形,再将钢板的另一半同样弯曲,压成"C"形, 形成开口的"O"形
5. 预焊:使成型后的直缝焊钢管合缝并采用气体保护焊(MAG)进行连续焊接;
6. 内焊:采用纵列多丝埋弧焊(多可为四丝)在直缝钢管内侧进行焊接;