


深入了解天津友发钢塑复合管厂以及代理商产品,一部视频就够了,快来观看!
以下是:天津友发钢塑复合管厂以及代理商的图文介绍
我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。万弗莱钢有限公司将一如既往的严格执行各项标准,不断提高 云南怒江精轧螺纹钢产品质量和服务,使我们的 云南怒江精轧螺纹钢产品成为您的选择,愿我们用优质的 云南怒江精轧螺纹钢产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。


镀锌管却又不同于铁丝,有其独特之处,槽设备较为复杂。槽体由上、下两部分组成,上部为镀槽,下部为溶液循环储存槽,形成一个上窄下宽状、似梯形的槽体,在镀槽中设有镀锌管电镀运行的通道,槽底有两个通孔与下部的储存槽相通,并与液下泵形成镀液循环复用系统。因此,镀锌管同铁丝电镀一样,镀件都是动态性的,而与铁丝电镀不同之处,电镀镀锌管的镀液也是动态性的。
生产工艺编辑
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→内外吹→冷却→钝化和漂洗→卸料→检验、修整→打字标识→包装入库、运输。
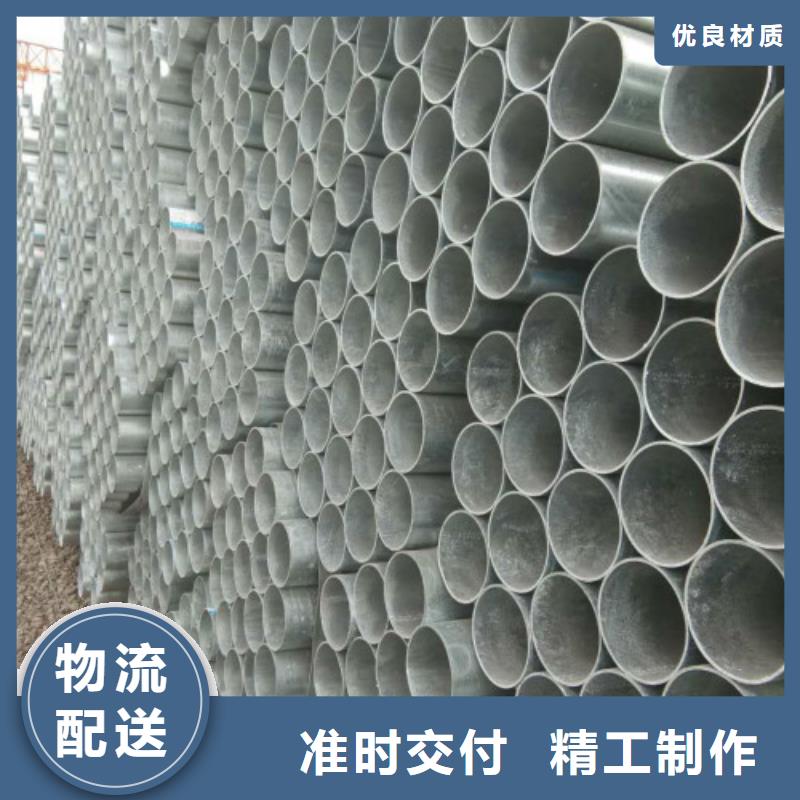
镀锌带→开卷→拉伸→卷管→焊接→刮疤→钝化和漂洗→补锌→定型→打字标识→裁剪→打包→烘干→过磅热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。
冷镀锌管
生产工艺编辑
黑件检查→挂料→脱脂→漂洗→酸洗→清洗→浸渍助镀剂→热空气烘干→热浸镀锌→内外吹→冷却→钝化和漂洗→卸料→检验、修整→打字标识→包装入库、运输。
镀锌带→开卷→拉伸→卷管→焊接→刮疤→钝化和漂洗→补锌→定型→打字标识→裁剪→打包→烘干→过磅热镀锌管是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢管进行酸洗,为了去除钢管表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点。钢管基体与熔融的镀液发生复杂的物理、化学反应,形成耐腐蚀的结构紧密的锌一铁合金层。合金层与纯锌层、钢管基体融为一体。故其耐腐蚀能力强。
1、镀锌层的均匀性:钢管试样在硫酸铜溶液中连续浸渍5次不得变红(镀铜色)
2、表面质量:镀锌钢管的表面应有完整的镀锌层,不得有未镀上的黑斑和气泡存在,允许有不大的粗糙面和局部锌瘤存在。
3、镀锌层重量:根据需方要求,镀锌钢管可作锌层重量测定,其平均值应不小于500g/平方米,其中任何试样不得小于480g/平方米。
冷镀锌管



针孔试验
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
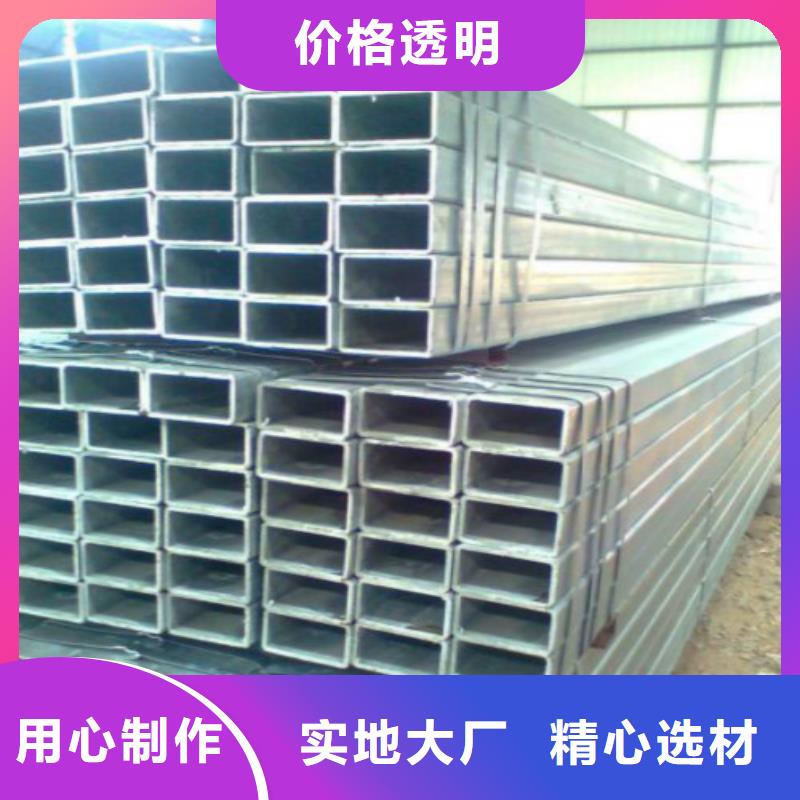
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
表2 冲击试验条件
公称通径 DN
mm锤重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
冲击试验装置
真空试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合5.10的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。
管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
DN≤50mm的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) mm。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
压扁试验
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 mm的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
表2 冲击试验条件
公称通径 DN
mm锤重,kg落下高度,mm
15~251.0300
32~502.1500
65
80~3006.31000
冲击试验装置
真空试验
管段试件长度为(500±50) mm,使用适当的措施堵住管道进出口,从进口逐渐增加负压至660 mm汞柱,保持1 min,试验后检查内涂层,试验结果应符合5.10的规定。
高温试验
管段试件长度为(100±10) mm,将试件放置在恒温箱中,升温至(300±5) ℃,并恒温1 h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。



几年来钢塑管行业联合会在行业内积极宣传和认真贯彻产品的行业标准,并率先开展了使用行业产品标识的认证工作,使得钢塑复合管产品的质量水平不断提高。钢塑复合管以其优异的可靠性和良好的卫生性能在全国各种给水管材中取得了良好的信誉。
市场的认可促进了行业的发展,钢塑复合管行业要致力于打造行业的品牌,借鉴国外的经验,推行产品的行业标识就是一项重要的措施。从去年年底到今年上半年,先后有上海德士、浙江金洲、上海昊力、上海莘天、成都贝根五家企业通过了产品质量认证审查,取得了在产品上使用行业标识的资格。这五家企业通过认证的经验可以说明,钢塑复合管推行行业产品标识认证不仅促进了申请认证单位生产装备水平和产品质量水平的提高,而且增加了社会对认证单位产品的信任度,并扩大了企业影响。
行业的发展必须以技术的发展为依托,钢塑复合管公司,为了提高钢塑复合管品牌的含金量,钢塑复合管行业协会提出,要用几年的时间创造出钢塑复合管的民族品牌,使其在全国给水管材中的占有份额提高到25%以上。


