





想要一睹卫东区20钢零售产品的风采吗?这个视频将用直接的方式展示产品的卓越性能,保证让您大饱眼福。
以下是:卫东区20钢零售的图文介绍
多年来,九晨钢铁制造有限公司始终坚持以精工品质 · 塑造辉煌的核心理念科学发展,并以客户至上、信誉至上为服务核心,一如既往地向客户提供高品质、高性能的 河南平顶山异型管产品,以专业技术和贴心服务赢得广大客户的信赖与支持。建设企业,创建品牌,展望未来,九晨钢铁制造有限公司将与您迈向更辉煌的明天。

伴随着市场中无缝钢管需求量的持续上涨,这种管道材料的需求量并未下降,但是购买力却明显减轻了,很大程度上因为市场所决定的,也可以说,这种管道材料本身在市场的发展中,出现了一些亟待解决的瓶颈问题,总体来看,无缝钢管的未来发展趋势依然一片大好。
单就无缝钢管的生产工序来看,其实这种类型的管道材料在生产方面具有一定的特殊性,在生产阶段,需要尽可能的各种材料的值,同时,还必须要提高毛管的质量。根据在材质上的差异,无缝钢管的应用领域也完全不同,主要是在汽车和航空等等领域中,同时,化工建筑行业中,无缝钢管也发挥着不容忽视的作用,为了保证质量,这种管道材料在出场之前都必须要进行检测。以此来保证管道的质量。
单就无缝钢管的生产工序来看,其实这种类型的管道材料在生产方面具有一定的特殊性,在生产阶段,需要尽可能的各种材料的值,同时,还必须要提高毛管的质量。根据在材质上的差异,无缝钢管的应用领域也完全不同,主要是在汽车和航空等等领域中,同时,化工建筑行业中,无缝钢管也发挥着不容忽视的作用,为了保证质量,这种管道材料在出场之前都必须要进行检测。以此来保证管道的质量。

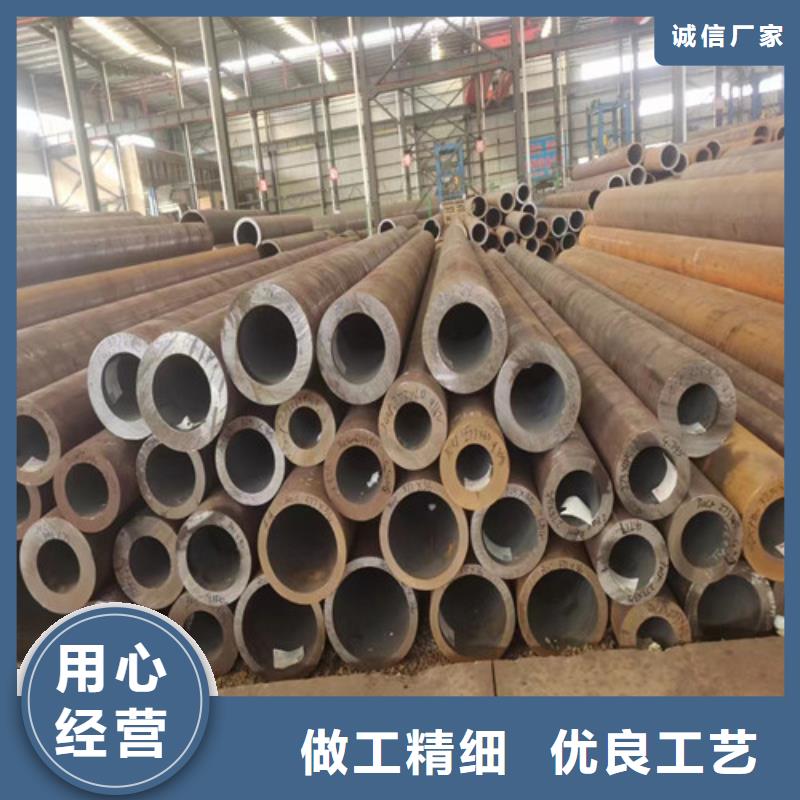
无缝钢管在所有钢管种类中, 是经济,又非常实用的一种。因为无缝钢管,与其他钢管的价格,并没有太大的差距。也就是说购买普通钢管的价格,也可以购买无缝钢管。其次,无缝钢管的质量,那 是非常的出色。因为无缝钢管,自身就有着,非常不错的抗氧化的的处理。这让管道在使用的过程中,即使不定时的去维护,管道也不会轻易的生锈。当两种管道,有着差不多的价格,但在使用性能方面,有着如此大差距的时候。无论是个人的用户,还是不同的企业,都是知道应该,选择质量更好的钢管。
无缝钢管作为输送管运输着、气体、水源等各个流体。它就像我们血管一样,为我们祖国大地不断运输和分着各个能源合理利。正是因为有了无缝钢管高质量高品质保障,我们工业才能安心不断发展,我们生活也能够有序进行。当然,无缝钢管不但在生活工业中起着重要作,在工业中也是重要生产材料。比如一些火身管,舰艇动力装置冷却管,潜艇 发射管等,都被认为是军工管。它特点是:产量相对很低,但是技术含量和造价都比较高,是高品级无缝管主要表。
酸洗过程就是为了去除表面氧化皮,后经过润滑处理(碳素钢-磷皂化,不锈钢-牛石灰,铜铝管-涂),老工艺-镀铜),再进行拔制深加工。钢管如果不酸洗、表面可能有氧化物和污,磷化液核能无法将它们除去,磷化质量会降低。


焊接Q345B无缝钢管时要注意哪些地方呢?下面本公司给您们讲解一下!
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。
1、对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。
2、为防止异型管焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。
3、干伸长度,一般的焊接电流为250A以下时约5mm,250A以上时约20-25mm较为合适。
4、采用平特性焊接电源,直流焊接时采用反极性。使用一般的CO2焊机就可以施焊,但送丝轮的压力请稍调松。
5、电弧长度,不锈钢异型管的MIG焊接,一般都在喷射过渡的条件下来施焊,电压要调整到弧长在4-6mm的程度。
6、异型管MIG焊接容易受到风的影响,有时风而产生气孔,所以风速在0.5m/sec以上的地方,都应当采取防风措施。
7、钨极从气体喷嘴突出的长度,以4-5mm为佳,在角焊等遮蔽性差的地方是2-3mm,在开槽深的地方是5-6mm,喷嘴至工作的距离一般不超过5mm。
8、为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80-85°角,填充焊丝与异型管表面夹角应尽可能地小,一般为0°左右。
9、直流时采用正极性一般适合于6mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点保护气体为氩气,纯度为99.99%。当焊接电流为50-50A时,氩气流量为8-0L/min,当电流为50-250A时,氩气流量为2-5L/min。



