



深入了解不锈钢复合管护栏图片产品,一部视频就够了,快来观看!
以下是:不锈钢复合管护栏图片的图文介绍
鑫桥通金属制品有限公司现有员工一百多人,拥有整合各种运输车辆三百余台、仓库、分拨场地四千多平方米,年生产【河南平顶山不锈钢复合管护栏】四万余吨。


防撞护栏
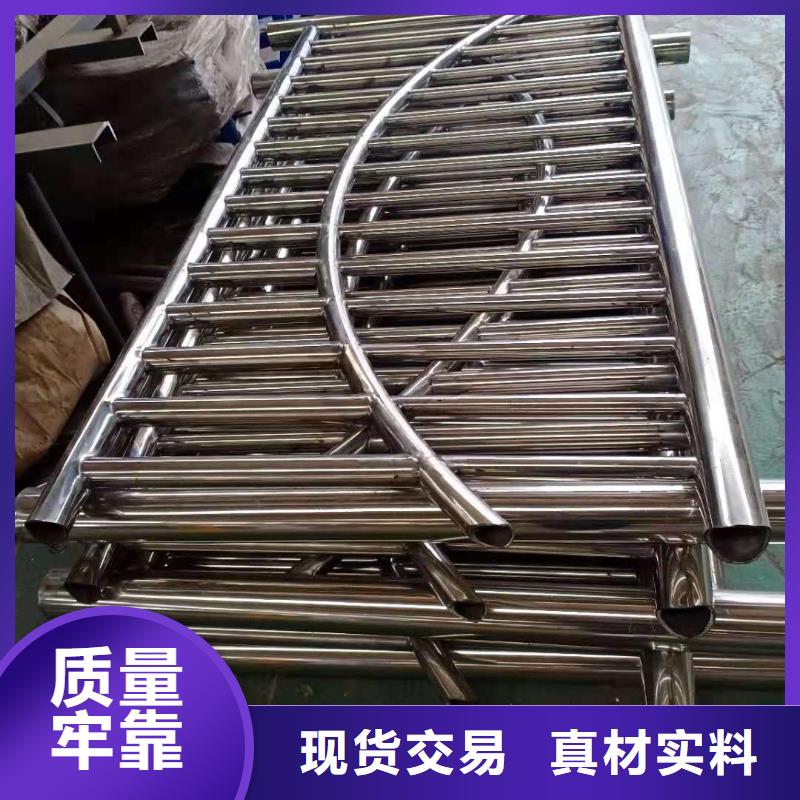
不锈钢复合管护栏美观性护栏流线形的外观,柔和的色调,能协调周围的景观,能融和现代都市空间及自然环境,让你悠游其间。不锈钢复合管护栏性护栏横杆灯光采用PC外罩及45度角的安装方式,使得透出的灯光均匀照亮人行步道,避免了眩光的产生。立柱的灯光采用LED光源的提高了护栏的景观照明特点。
横杆扶手采用高强度铝合金,经过T5热处理成形,并经过独特设计,一体成形,全无焊点,整体强度提高。不锈钢复合管护栏实用性护栏表面经特殊工艺处理,形成保护膜,光滑平整,不生锈,清洁方便,不需保养。
不锈钢复合管护栏舒适性眺望远处,观赏美景,为您提供一个舒适、保障的平台。不锈钢复合管护栏耐候性本产品以其铝合金的特性,表面再经过特殊处理,所以不论在空气污染的都市或海盐腐蚀的海岸地区,均能安心使用,为您解决维修的后顾之忧。



防撞护栏
1.所有构件下料准确,构件长度允许偏差1MM。
2.下料前应检查零件是否平直,否则必须矫直。
3.焊条或焊丝应采用合适的材料,并具有出厂合格证。
4.焊接时必须准确放置构件的位置。
5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。
6.焊后应将焊渣剔除。
7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。
不锈钢护栏的主要施工方法:
1.施工前应进行现场放样,准确计算各构件长度。
2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。
3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。
4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。
5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。
6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。
1.所有构件下料准确,构件长度允许偏差1MM。
2.下料前应检查零件是否平直,否则必须矫直。
3.焊条或焊丝应采用合适的材料,并具有出厂合格证。
4.焊接时必须准确放置构件的位置。
5.焊接时构件间焊点应牢固,焊缝应饱满。焊缝表面的焊接波应均匀,不得有咬边、未焊透、裂纹、夹渣、焊、烧穿、电弧划伤、弧坑、,焊接区域不得有飞溅。
6.焊后应将焊渣剔除。
7.构件焊接、组装后,手持工具应适当打磨、抛光,使外观光洁。
不锈钢护栏的主要施工方法:
1.施工前应进行现场放样,准确计算各构件长度。
2. 根据各种构件的长度,下料长度准确,下料长度允许偏差为1MM。
3.选择合适的焊接工艺、焊条直径、焊接电流、焊接速度等,并通过焊接工艺试验进行验证。
4. 脱脂去污处理:焊接前检查坡口及装配间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。否则,应使用三氯乙烯、苯、汽油、中性洗涤剂或其他化学品用不锈钢丝细刷刷洗。如有必要,可在焊接前用角磨机打磨金属表面。
5. 焊接时应选用较薄的不锈钢焊条(焊丝)和较小的焊接电流。
焊接时,构件间焊点应牢固,焊缝饱满,焊缝金属表面焊接波应均匀,不得有裂纹、夹渣、焊、烧穿、弧坑、等缺陷,焊接区域不得有飞溅物。
6. 杆件焊接装配后,对无明显凹痕或较大凸出焊道的焊缝可直接进行打磨。对有凹凸浮渣或大焊道的焊缝,用角磨机打磨,打磨后进行打磨。



防撞护栏如现代长大桥梁的美学特征是精练明快、纤细轻盈、接连流通,栏杆外型也应相对精练明快,并能添加接连流通的韵律感,防止混乱、怪形或歪曲而分散高速行驶中驾驶员的留意力,构成不平安要素。,日本冲绳濑底大桥,其栏杆、望柱、灯柱均选用了铝合金材料,精练亮光,与桥型相调和,接连流通,势道感非常强。
相反,城市人行桥或旅游区底桥梁是大家常常驻足观赏的当地,则应精心规划添加情味感,别的,桥梁栏杆如斜拉桥的斜拉索与直立主塔构成伞状轮廓, 栏杆通常选用加通栏杆扶手的精练外形为好,显得轻盈平稳,可添加斜拉桥的平衡感;梁桥则以程度、爽直为基调, 栏杆外型恰当多元化,以改动曩昔单调的现象。


