您的位置>首页 >黔东南当地今日热点 >
灯光护栏质量优
更新时间: 2024-12-29 20:46:23 浏览次数:1
以下是:灯光护栏质量优的产品参数
| 产品参数 |
|---|
| 产品价格 | 216/米 |
|---|
| 发货期限 | 1-3天 |
|---|
| 供货总量 | 989898999 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 100米 |
|---|
| 是否厂家 | 是 |
|---|
| 产品品牌 | 聚晟 |
|---|
| 发货城市 | 全国 |
|---|
| 产品产地 | 山东聊城 |
|---|
| 加工定制 | 是 |
|---|
| 产品颜色 | 根据需求定制 |
|---|
| 适用领域 | 桥梁 公路 道路 公园 |
|---|
| 产地 | 山东 |
|---|
| 品牌 | 聚晟护栏 |
|---|
| 材质 | 不锈钢 |
|---|
| 是否可定制 | 是 |
|---|
以下是:灯光护栏质量优的图文视频
导读 在贵州省黔东南市采购灯光护栏质量优请认准聚晟护栏制造有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:王经理-15376839990,QQ:770942940,地址:聊城开发区工业园发货到贵州省 黔东南市 凯里市、黄平县、施秉县、三穗县、镇远县、岑巩县、天柱县、锦屏县、剑河县、黎平县、榕江县、从江县、雷山县、麻江县、丹寨县)。 贵州省,黔东南苗族侗族自治州 黔东南苗族侗族自治州是全国苗族侗族人口集中的地区,被誉为生态之州、歌舞之州、神奇之州,各族人民在这片民族文化沃土躬耕垄亩,是世界乡土文化基金会确定的18个生态文化保护圈之一,侗族大歌被列为世界非物质文化遗产,苗族服饰、古歌、银饰等53项72个保护点列入非物质文化遗产名录。?阳河、云台山、雷公山等自然景区山水秀美风光独特,镇远古城、西江千户苗寨、肇兴千户侗寨、下司古镇等文化景区历史悠久。2019年12月,民委命名黔东南苗族侗族自治州为“全国民族团结进步示范州”。2020年6月,经中央依法治国委入选为批全国法治政府建设示范地区和项目名单。
想要了解我们的灯光护栏质量优产品吗?别错过这个产品视频。它将通过生动的画面和详细的解说,让您对产品有更深入的了解。
以下是:灯光护栏质量优的图文介绍
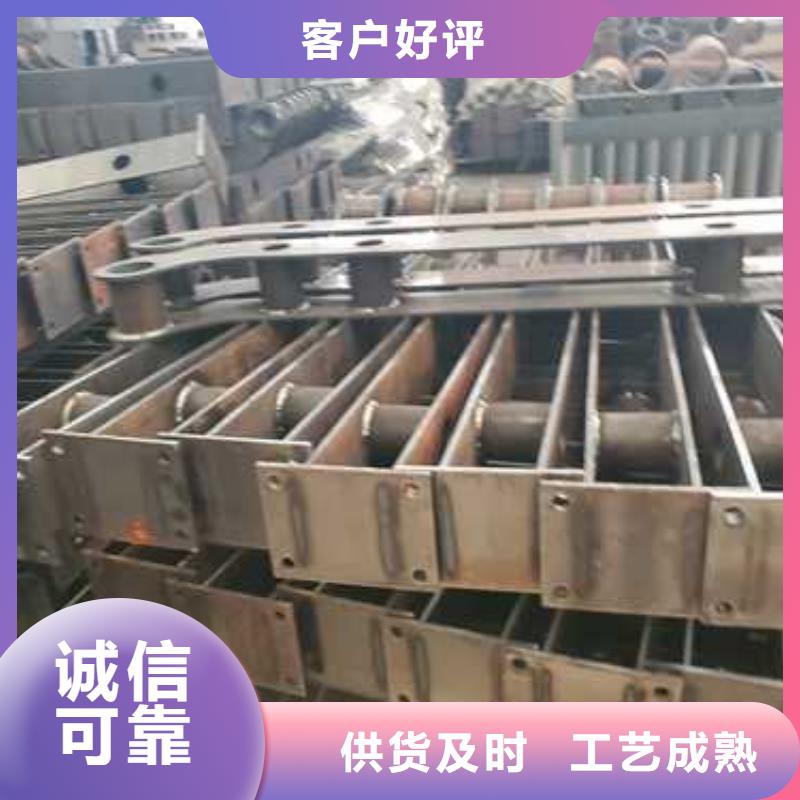
黔东南桥梁护栏厂家的详细介绍
诚信经营 现货销售

焊前必须对管子内部、焊缝背面充99.99%的一段时间用气体氧含量测试仪从坡口间隙深入抽取气体测量管子内部氧含量,当氧含量低于50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。 采用氢弧焊焊接,复层不锈钢纯边为1.5--2.0mm,焊瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。 过渡层的焊接过渡层是复合管熔敷合金成分为复杂的焊层,如果焊接参数选用不当,容易造成熔敷合金浓度梯度过大,从而影响接头的防腐蚀性能接。焊接时采用焊条选用A302,规格为2.5mm,选焊接电流为70-90A,焊接电流为直流正接。 过小的焊接电流易造成层间未熔合及熔敷含金梯度过大,过大的电流易将烧穿。填充和盖面层来用焊条电弧焊,来用多层多道焊方法,层间温度保持100℃以下。焊接从底部开始,分左、右由下向上焊接,盖面焊接要尽量咬边缺陷,如果产生,用砂轮磨掉进行修补。

质量为本
品类齐全
来图定制
高端大气
创新独特
信誉保证
总结 选购灯光护栏质量优来贵州省黔东南市找聚晟护栏制造有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:王经理-15376839990,{QQ:770942940},地址:[开发区工业园]。