以下是我们上传的201外敷不锈钢复合管桥梁栏杆{lcbaiqiang}防撞护栏厂家视频,视频介绍比图文介绍更直观一些,您可以点击观看。
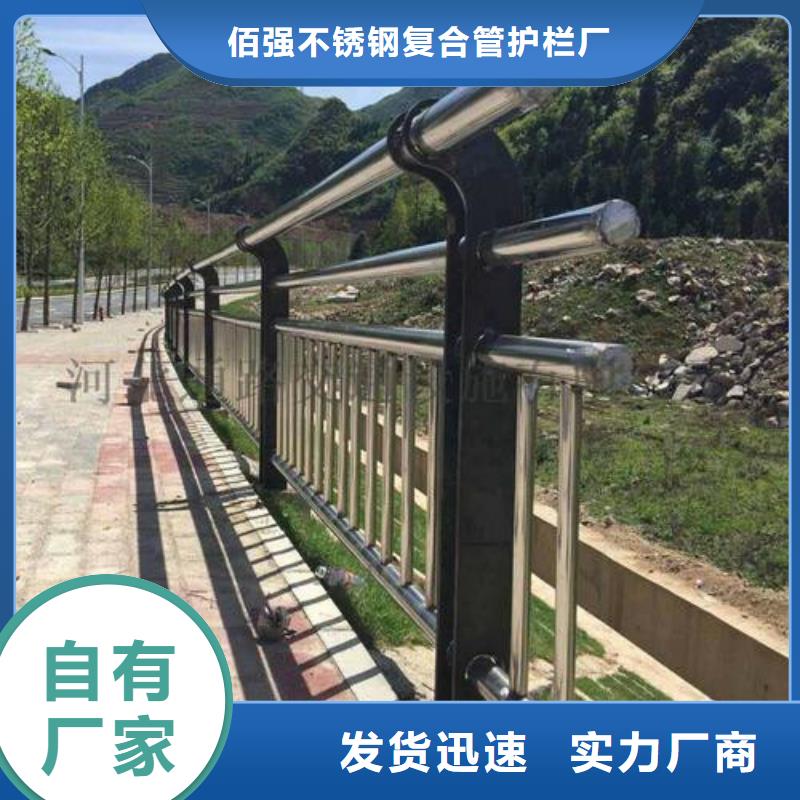
以下是:201外敷不锈钢复合管桥梁栏杆{lcbaiqiang}防撞护栏厂家的图文介绍


明辉市政交通工程有限公司成立于2011年,在贵州黔南及国内 贵州黔南景点护栏市场影响深远!我们向客户提供的是:快捷、完善、度身订做的 贵州黔南景点护栏产品,展望未来,我们满怀信心;共谋发展,一脉相承。你的来电来临咨询,我们必定竭尽所能,双赢是我们共同目的! 所以,在选择购买理想的 贵州黔南景点护栏供应商时,基于我们的质量、服务之上,请认准明辉市政交通工程有限公司!我们备有详细的资料及前期服务,诚意恭侯!欢迎莅临我司核评审!顺祝商祺!


内衬不锈钢复合管市场涨价因素不断增加,未来数月价格振荡上扬可以预期。尽管如此,高产能、高库存带来的市场压力仍不容小觑,内衬不锈钢复合管价格难以出现单边上扬,慢涨急跌、振荡盘升可能是未来价格运行的主要特征。 内衬不锈钢复合管行业去库存速度加快。当前库存水平创近三年同期新低,2018年内衬不锈钢复合管库存远低于2018年同期水平,内衬不锈钢复合管行业去库存速度加快。鉴于5月内衬不锈钢复合管库存如此强劲的,进入6月,内衬不锈钢复合管的去化速度较历史同期仍将有不错的。 6月前半月的内衬不锈钢复合管。月中,全球内衬不锈钢复合管基准价格指数,周环比下滑0.2%,虽然各地区周环比各异,但月环比仍然全线上涨,由此可见6月前半月的内衬不锈钢复合管总体依然较强。 根据基本面情况结行态势,6月下半月的内衬不锈钢复合管将。钢价连续拉涨的背后,内衬不锈钢复合管矛盾重重。一方面螺纹钢产量连续攀升,经济却有下行压力,市场看空未来需求;另一方面,螺纹钢价格大幅低于现货价格,深度贴水,钢厂利润高企。 内衬不锈钢复合管行业迎来一阵暖风热潮,现货市场止跌企稳,市场明显反弹,上半周大幅上涨,下半周横盘整理。让一直处于悲观心态的钢贸商顿时看到了希望,悲凉情绪也有所缓和。尽管上周内衬不锈钢复合管交投活跃,但持仓量却出现明显下降,多空换手较为,反映出目前市场仍较为纠结。


不锈钢复合管热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。