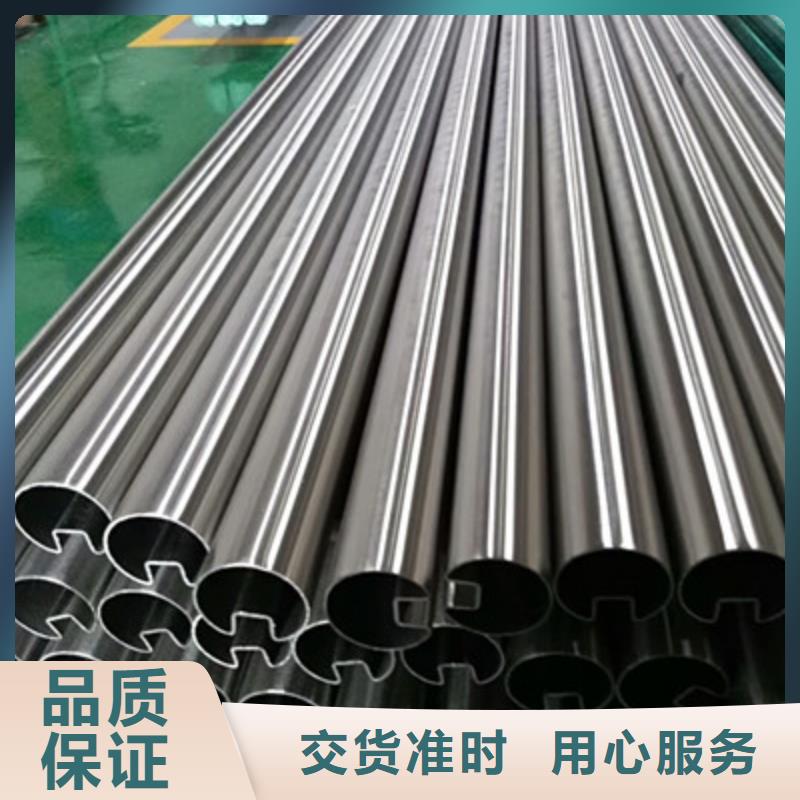






是外表和内腔都抛光如镜面般的管, 感官要求: 接触食品的表面应光洁,无污垢、锈迹,焊接部应光洁,无气孔、裂缝、毛刺。在产品或小销售包装上应标识“食品接触用”。在产品或小销售包装上应标识不锈钢类型。
普通304管种类很多,管内腔未必抛光。
但两者在成份、理化指标、规格性能上无区别。
厚度一般都是1.2到2.0之间,价格都是按米数卖的.
工业上表面就银白色,厚度在2.0以上.价格是按公斤卖.
304不锈钢就是一种钢种的牌号,每个牌号对应相应规定的成份含量,目前304是生活中较好的不锈钢,也是在食品行业应用广的不锈钢钢种,只要是304的不锈钢,就一定符合餐厨具行业应用要求!也是之选,下面文档中的奥氏体就是指的304.下面文档时新出台的食品标准 不锈钢用料规范食品标准不锈钢制品1 范围本标准适用于以不锈钢为主体制成的食具容器及食品生产经营工具、设备。2 术语和定义2.1 食具容器用于生产、加工、烹饪和盛放各种食品的炊具、餐具、食具及其他容器。2.2 餐具用于直接接触食品的刀、叉、匙、筷等用餐工具。2.3 主体不锈钢食具容器中接触食品的不锈钢部分。3 技术要求3.1 原料要求3.1.1 主体材料食具容器及食品生产经营工具、设备的主体部分应选用奥氏体型不锈钢、奥氏体·铁素体型不锈钢、铁素体型不锈钢等符合相关标准的不锈钢材料制造;餐具和食品生产机械设备的钻磨工具等的主体部分也可采用马氏体型不锈钢材料。3.1.2 非主体材料食具容器和机械设备中接触食品的非主体部分可以采用其他金属、玻璃、橡胶、塑料等材料制成,但所用材料应符合相应标准和要求。3.2 感官要求接触食品的表面应光洁,无污垢、锈迹,焊接部应光洁,无气孔、裂缝、毛刺。3.3 理化指标理化指标应符合表1 的规定。GB 9684—20112表1 理化指标项目指标检验方法铅(以Pb 计)(mg/dm2)GB/T 5009.814% (体积分数)乙酸≤ 0.01铬(以Cr 计)(mg/dm2)4% (体积分数)乙酸≤ 0.4镍(以Ni 计)(mg/dm2)4%(体积分数)乙酸≤ 0.1镉(以Cd 计)(mg/dm2)4%(体积分数)乙酸≤ 0.005砷(以As 计)(mg/dm2)4%(体积分数)乙酸≤ 0.008注1:浸泡条件均为200 mL/dm2,煮沸30 min,再室温放置24 h。注2:马氏体型不锈钢材料不检测铬指标。3.4 添加剂添加剂的使用应符合GB 9685 的规定。4 其他4.1 在产品或小销售包装上应标识“食品接触用”。4.2 在产品或小销售包装上应标识不锈钢类型。

不锈钢管等级华源钢业分类:AP、MP、BA、EP AP
AP:即酸洗处理(Acid Pickling),利用硝酸与亚氟酸等酸性溶液来除去钢管的氧化层。便宜快速,但容易造成晶界腐蚀;且内外表面较粗糙,易有悬浮杂质附着。
MP:即机械抛光(Mechanical polishing),常用于钢管表面的氧化层、孔洞与刮痕,其亮度与效果则取决于加工方式的种类。另外机械抛光后,虽较美观但也会降低抗蚀性,所以当用在腐蚀环境下,需再经过钝化处理。而且,钢管表面常有抛光材料残留
BA:即光辉退火(Bright Annealing),钢管在抽制的过程中,一定会需油脂润滑,而晶粒也会因加工而变形。为了避免这个油脂残留在钢管中,除了要清洗钢管外,尚可利用高温在高温退火以变形时,以氩气充当炉内气氛,借由氩与钢管表面的碳氧结合燃烧,进一步清洁钢管的表面,产生亮面的效果,故这种利用纯氩气退火加热并快速冷却,以亮化光面的方式叫光辉退火,虽然利用此种方式来亮化表面,可保钢管充分干净,无任何外来污染。但这种表面的明亮度,若与其他抛光方式相较(机械、化学、电解)会有交雾面的感觉。当然,其效果也与氩气的含量与加热的次数有关。
EP:即电解抛光(Electro Polishing),电解抛光是利用阳极处理的方式,借由电化学的原理,适当地调整电压、电流、酸液组成、以及抛光时间,不但可使表面达到明亮、顺滑、洁净的效果,更可表面的抗蚀性,故是的亮化表面方法,当然其成本与技术也提高。不过,因为电解抛光会凸显钢管表面的原始状态,所以若钢管表面有严重刮伤、孔洞,或是夹渣、析出物等,皆可能造成电解失败。其与化学抛光不同之住是,虽然也是在酸性环境中进行,但钢管表面不但不会有任何晶界腐蚀现象,尚可经由控制表面的氧化铬膜层厚度,使钢管达到的抗蚀性。