

DN25镀锌管质量保证的详细视频已经上传,我们的视频将带您领略产品的独特设计、卓越品质以及出色性能,让您对它有更深刻的认识和了解。
以下是:DN25镀锌管质量保证的图文介绍

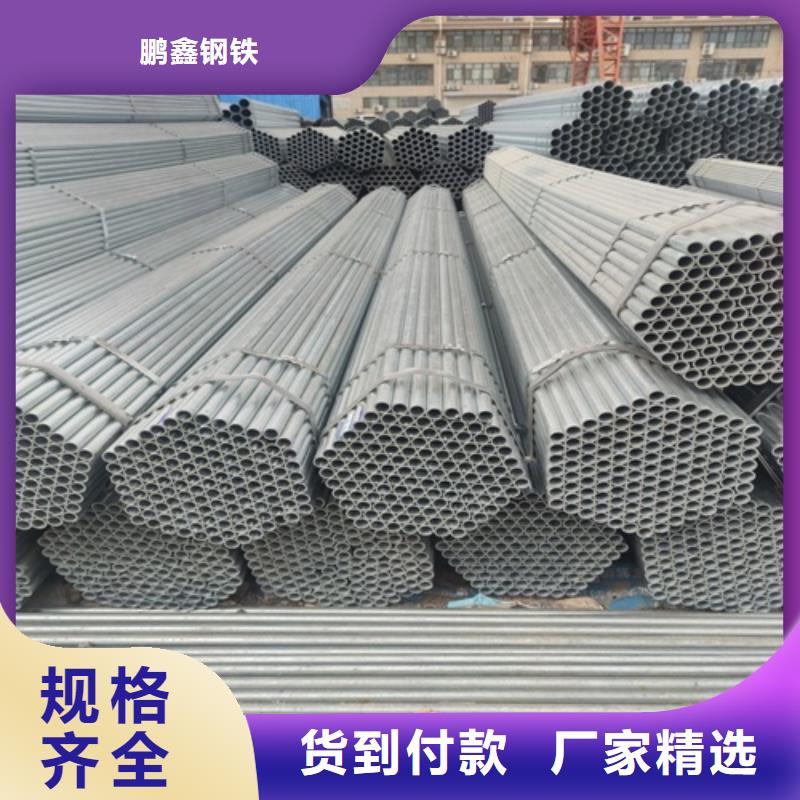
华尔网镀锌管规格有: 4分-1.8-2.5,6分-1.8-2.12.03.01.22.03.01.1.52.23.2.23.25 ,2.2.5寸2.5-3.5,3寸3.2-3.754寸2.5-3.75,5寸2.75-4.0,6寸2.75-48寸4.05.0 镀锌方矩管:10*10、12*12、13*13、15*15、16*16、19*19、20*20、22*22、25*25、30*30、35*35、、40*40、45*45、50*50、60*60、20*30、30*40、30*50、40*60、20*40、10*20、25*40、25*50、40*80、100*40、30*60…… (华尔网热镀锌管规格:直径:15mm-200mm,尺寸:4分-8寸 ; 焊管规格:15mm-300mm尺寸:4分-12寸 执行标准:GB/T3091—2008等) 镀锌钢管、直缝焊管:4分、6分、1寸、1.2寸、1.5寸、2寸、2.5寸、3寸、4寸、5寸、6寸、8寸。


镀锌无缝管热处理工艺。镀锌无缝管的冷轧工艺要求在尽可能低的温度下粗轧使马氏体变形,以提高镀锌无缝管的形核率,在镀锌钢管区域进行精轧,然后选择较高的开卷温度 是为了获得粗晶镀锌钢管体,降低热轧卷材的强度。传统的热轧工艺规定终轧温度在变化点以上,以防止在变化区冷轧,否则,热轧带钢会因流变应力的突变而造成物理性能不均匀,产品厚度不均匀。镀锌钢管的冷轧是在轧件进入精轧挤压机之前,将马氏体转变为镀锌钢管。粗轧仍是在完全马氏体状态下进行,然后将热轧带钢温度降低到变化。 镀锌管的渗氮处理方法主要是采用渗氮炉,将镀锌钢管放入料架中,然后用驱动器将产品工件吊起放在炉底加热。另外,可以制作出炉门负重吊装设计方案的氮化炉,根据墙上吊挂专用工具,将工件垂直加热到墙上。氮化炉的炉壳一般由减速电机和电动自动升降机驱动。炉盖合上后,还要夹紧地脚螺栓,以保证氮化炉真空泵的气密性。先真空包装,再通入N2进行氮化热处理工艺。镀锌钢管的氮化处理是指某种物质在一定温度下,使工件表面成为有机化学热处理工艺产品的一种有机化学热处理方法。 显然,由于镀锌钢管区冷轧板坯的加热温度低于基础冷轧,可以大大降低加热能耗,同时提高热处理炉的生产能力。 较低的加热温度还可以减少热轧带钢的加热,从而减少热轧带钢因内应力引起的疲劳开裂和开裂,减少热轧带钢的磨损; 超低温冷轧还可以减少二次锌灰。提高热轧产品的表面质量,也提高酸洗钝化线的运行速度。 生活实践证明,用镀锌钢管热轧生产的薄热轧带钢代替传统的冷轧、淬火、热轧带钢,可以大大降低产品成本。



不积跬步,无以至千里;不积小流,无以成江海。多重检验,严格把关,认真负责。自始至终以顾客满意为核心,坚持诚信做事,踏实做人,科技兴业,产业报国。
鹏鑫钢铁有限公司自始至终把人文关怀当做公司发展的重要内涵,以人为本,体现人生和事业价值。 路漫漫其修远兮,吾将上下而求索。
展望未来,鹏鑫钢铁有限公司坚持以打造百年基业为目的,力做千年企业为雄心。不忘初心,砥砺前行!用心雕琢品牌,以优质【青海镀锌钢管厂】产品、良好服务回馈社会!


镀锌管加工特征 镀锌管很常见,适用于各个领域,但离不开镀锌管的原材料。下面就为大家介绍一下光亮高精度镀锌管原材料的特点。冲压成型性是指金属材料经冲压模具变形后无裂纹等缺陷的特性。许多金属材料产品的加工制造都需要冲压模具的设计。为保证产品质量和加工技术的顺利发展,冲压模具所用的金属薄板和带材必须具备符合标准的冲压模具特性。 可焊性是指金属材料焊接接头在特殊施工和加工工艺标准下,按照常用焊接方法获得估计质量的特性。焊接性一般通过焊接引起的裂纹敏感性和焊接区物理性能的变化来区分。金属复合材料在常温下能承受弯曲而不开裂的特性,称为冷拔。在开裂之前必须进行的弯曲程度越大,原材料的冷拉性能就越好。 热处理工艺是指金属材料或铝合金处于固体范畴,按照一定的加热、保温和冷却方式改变金属材料或铝合金内部机理的一种加工工艺的实际操作。以获得所需的特性。热处理方法是指金属材料在经过热处理工艺后改变其组织和特性的工作能力,包括淬火力、切削性能、淬火延展性等。



