





恒丰塑业有限公司一贯致力于打造优良、质量高的 甘肃庆阳三维复合排水网,成为一家永续发展和令人尊敬的公司,为顾客创造高品质体验是我们的企业愿景!


特点
1.幅宽6米,国内宽复合膜;
2.抗穿刺强度高,摩擦系数大;
3.耐老化性能好,适应环境温度范围大;
4.优良的抗排水性能;
5.适用于水利、化工、建筑、交通、地铁、隧道、垃圾处理场等工
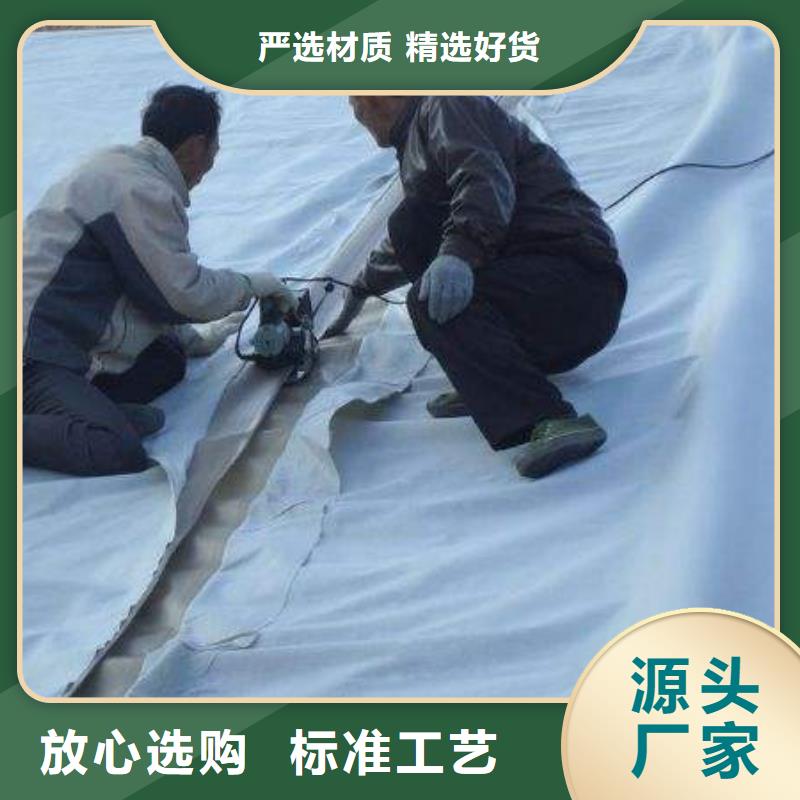
施工
复合土工膜是在薄膜的一侧或两侧经过烘箱远红外加热,把土工布和土工膜经导辊压到一起形成复合土工膜。随着生产工艺的提高,还有一种流延法做复合土工膜的工艺。其形式有一布一膜、二布一膜、两膜一布等。土工布作为土工膜的保护层,使保护防渗层不受损坏。为减少紫外线照射,增加抗老化性能, 采用埋入法铺设。施工中,首先要用料径较小的砂土或粘土找平基面,然后再铺设土工膜。土工膜不要绷得太紧,两端埋入土体部分呈波纹状, 在所铺的土工膜上用细砂或粘土铺一层10cm左右过渡层。砌上20-30cm块石(或砼预制块)作防冲保护层。施工时,应尽力避免石块直接砸在土工膜上,边铺膜边进行保护层的施工。复合土工膜与周边结构物连接应采用膨胀螺栓和钢板压条锚固,连接部位要涂刷乳化沥青(厚2mm)粘接,以防该处发生渗漏。



复合土工膜的焊接质量直接影响复合土工膜的防渗性能,因此符合土工膜焊接施工非常重要。在本工程中,复合土工膜的焊接主要由厂家派出施工技术人员到现场指导和培训,并采用焊接设备进行。用干净的纱布擦拭焊缝的搭接处,无水、无灰尘、无水垢:土工膜平行对齐,搭接宽度为lOcm,焊接宽度为5-6cm。根据当时当地的气候条件,将焊接设备调整工作状态。做小试样焊接试验,试焊lm长复合土工膜试样。应采用现场撕裂试样,焊缝不应因撕裂而受损,母材也不应撕裂。现场撕裂试验合格后,用已调整好工作状态的薄膜焊接机逐个进行正式焊接。
焊接前,用吹风机吹掉薄膜表面的沙子、污垢等污垢,薄膜表面干净。在焊接部位下面放一块长木板,以便焊工在平整的基面上行走,焊接质量。正式焊接前,根据施工温度进行试焊,确定行走速度和焊接温度,一般掌握1.5-2.5m/s的行走速度和220-300摄氏度的焊接温度。有两个宽度为100毫米的拼接焊缝,两个焊缝之间留有100毫米的空腔。使用此空腔检查焊接质量。复合土工膜的现场连接应符合下列要求:①焊接采用双焊缝搭接焊。②以专用薄膜焊接机为主要焊接工具。使用塑料热风焊枪作为局部修复的辅助工具。(3)根据气温和材料性质,调整和控制焊机的工作温度和绑扎。焊机的工作温度应为180-200摄氏度。焊缝处的复合土工膜应熔合成一体,不得出现虚焊、漏焊或过度焊。



①搭接:搭接宽度宜大于15cm;
②热焊:宜于稍厚的土工膜基材,焊缝搭接宽度不小于5CM.(不胶接,长时间水浸泡易开胶,防渗效果差。)
工序流程
1.基础开挖
2.做湖底砂浆保护层(H20-30mm)
3.削坡、密实与平整
4.复合土工膜与垂直挡水墙粘贴
5.基面平整、、工序交接
6.水下水管口的密封止水
7.复合土工膜铺设与焊接
8.工序交接
9.焊接与修补质量验收
10.竣工验收
工程概况
1.设计水位:0.6m左右。
2.防水施工总面积约800㎡。
3.陶粒砖砌筑挡水墙。
4.水下设有崩坑。
主要防水材料
1.复合土工膜卷材,规格为:50*4m;150g/㎡/0.5mm/150g/㎡。
2.GB橡胶止水条


