



我们的钢丝绳护栏购买注意事项视频将带您走进产品的生产线,让您亲眼见证产品的每一个制作环节和工艺细节。
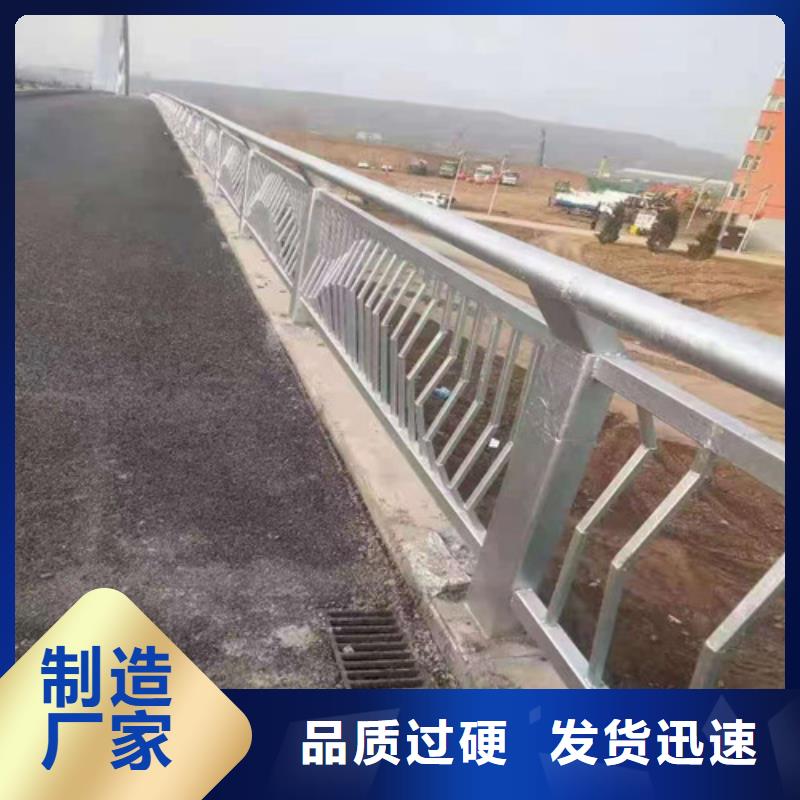
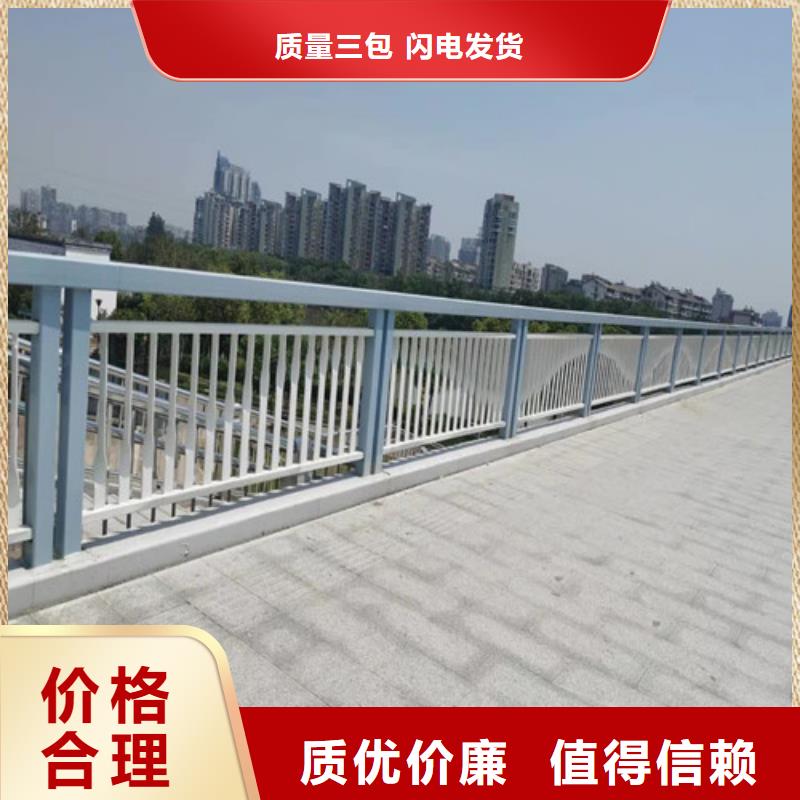
以下是:钢丝绳护栏购买注意事项的图文介绍


耐寒可达1开尔文(B273℃),液氮冷冻箱就采用不锈钢材。所以不锈钢复合管耐热耐寒性能优越,而且不分冷水管热水管,一管二用,冷热皆宜。由于不锈钢材质化学性能,对人体无损伤,所以国内医学界在人植入的各种支架、夹板、内固定螺丝都选用不锈钢材料。产能应用率是判别产能过剩的直接指标。普通以为产能应用率在79-83%比较合理,产能应用率低于75%即为严重过剩。我国自2006年树立企业产能应用率统计以来,到2018年末平均为80.1%。2018年前三季度78%,2018年前三季度77%,处于4年来的低水平。奥氏体、铁素体双相不锈钢。两者优点的奥氏体和铁素体不锈钢,具有超塑性。马氏体不锈钢。强度高,但塑性和可焊性很差。 不锈钢复合圆管会生锈的缘由是什么。不锈钢复合圆管的运用中存在氯离子。氯离子的普遍存在,如盐、汗迹、海水、海风、土壤等等。2001年,该产品被列入社会调查所特别引荐产品。2002年10月,不锈钢复合管GB/T18704-2002顺利,不锈钢复合管从原材料选用,工艺选择,市场应用等诸方面,都有了一套严厉的规范。不锈钢复合管这一新型绿色环保材料从此步入了良性展开轨道。其他金属防腐:钢筋外涂EP防腐、公路护栏、高速护栏、球墨铸铁管等涂塑防腐。不锈钢复合管工程集输管线选用不锈钢复合管。该管材属于新一代设计产品,关于保送混合气液有着普遍的应用前景,为先导实验区树立翻开新局面由于该新型管材在油地步面树立工程尚未,焊接工艺尚未成熟,处于探求阶段。



卓越不锈钢复合管护栏有限公司是集研发、生产、销售、服务为一体的企业,拥有先进的 黑龙江齐齐哈尔道路隔离护栏技术优势、员工队伍以及完善的售后服务体系。公司生产的 黑龙江齐齐哈尔道路隔离护栏遍布全国各地,以其品质赢得广大客户的信赖和好评。 在新的形势下,卓越不锈钢复合管护栏有限公司始终秉承“质量、用户、信誉”的经营宗旨,坚持“科技兴厂、以人为本”的战略方针,在注重实践与探索的同时,不断追求 黑龙江齐齐哈尔道路隔离护栏产品创新、服务创新,致力于为海内外客户提供的产品和的服务。


不锈钢复合管是由基层和复层组成,基层为20#钢的碳钢管,复层为0Gr19Ni9的不锈钢管。通过在不锈钢复管内壁施加高压,使其与基管达到紧密接触,形成完全贴合的内衬层。复合后满足结构强度及钢性的要求,复层满足耐腐蚀性要求。基层厚度一般较大,其主要作用是承受介质压力;复层厚度一般较小,只占总厚度的10 %~20 %,从而达到低成本高收益,基层材质为20#钢,属于优质低碳钢,是压力容器和压力管道的常用钢材,具有较高的强度,良好的塑性及韧性,焊接性很好。复层材质为0Cr19Ni9,属于奥氏体不锈钢,具有优异的耐腐蚀性,良好的工艺性能和焊接性能
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。
不锈钢复合管焊接,采用焊接方法是手工钨极氩弧焊(GTAW/141)。钨极氩弧焊的电弧稳定,热量比较集中,在惰性气体(氩气)的保护下,焊接熔池纯洁,焊缝质量较好。打底层和过渡层,管子内部需要充氩气对焊缝背面进行保护,否则将产生严重的氧化,影响焊缝成型和焊接性能。
焊接制作过程中,主要工艺步骤包括:管子切割—坡口加工—端部封焊—打磨坡口—组装—焊接—焊缝检验—水压试验—酸洗—气密性试验等几个部分。
复合管焊接
(一) 复合管焊接工艺要求
钨极氩弧焊(GTAW/141)属于气体保护焊,焊接时如果有风,将会影响焊接质量。焊接场所应采取防风、防寒等措施,确保施焊环境不低于5℃,气体保护焊时风速>2m/s、相对湿度>90%,禁止施焊。
焊接前,应把准备焊接的区域25mm范围内清理干净,确保无切割和加工的切削液、油、铁锈、水垢或其他有害物质,以免焊接过程中产生气孔等缺陷。
(二) 复合管端部封焊
由于复合管的基层和复层只是通过挤压使内外壁贴合在一起,接触面存在空气、水分和油污等杂质。焊接过程中,受热会分解为水蒸气和CO2气体,会影响焊缝质量,产生气孔等缺陷。另外,由于复层和基层之间不易熔合在一起,所以需要对复合管坡口一侧的端部进行封焊。 封焊层可以起到封底焊作用,还可以增加了坡口 不锈钢层的有效厚度,提高接头的抗腐蚀性能。 封焊选用较小的焊接电流,较快的焊接速度,电弧摆幅不宜过大,圆周均匀堆焊2层。采用Φ1.6 ER309L焊丝,电流一般应控制在60A左右,以防止不锈钢复层被烧穿。



不锈钢复合管因为价格较低的原因,被越来越多的人来使用不锈钢复合管替代不锈钢管,制作出来的产品跟不锈钢管所制作的产品美观一样,不锈钢复合管被广泛应用到:桥梁/河道护栏栏杆、市政建设、景观护栏、城市护栏、道路护栏、人行扶手、路灯灯杆、高架路桥、立交桥、高速公路护栏栏杆、广告牌架、车辆构建、纺织机械、体育器材、医疗设备等。产品规格齐全、种类齐全。不锈钢复合管栏杆以及护栏立柱得到过多方的称赞,产品质量结实、耐用。
现在也有很多人使用不锈钢复合管来制作防盗窗其成本就比使用不锈钢管低了很多,质量比不锈钢管制作的防盗窗还要好,不锈钢复合管制作防盗窗的焊接方式也很简单,请参照:不锈钢复合钢管不同的几种不同焊接方式。希望以上息可以帮助到你使用不锈钢复合管制作防盗窗的过程。
现在也有很多人使用不锈钢复合管来制作防盗窗其成本就比使用不锈钢管低了很多,质量比不锈钢管制作的防盗窗还要好,不锈钢复合管制作防盗窗的焊接方式也很简单,请参照:不锈钢复合钢管不同的几种不同焊接方式。希望以上息可以帮助到你使用不锈钢复合管制作防盗窗的过程。
