


简约不浮华,不简单实用。我们的脚踏板托盘厂家产品视频用直观的方式展现产品的实用性和价值。
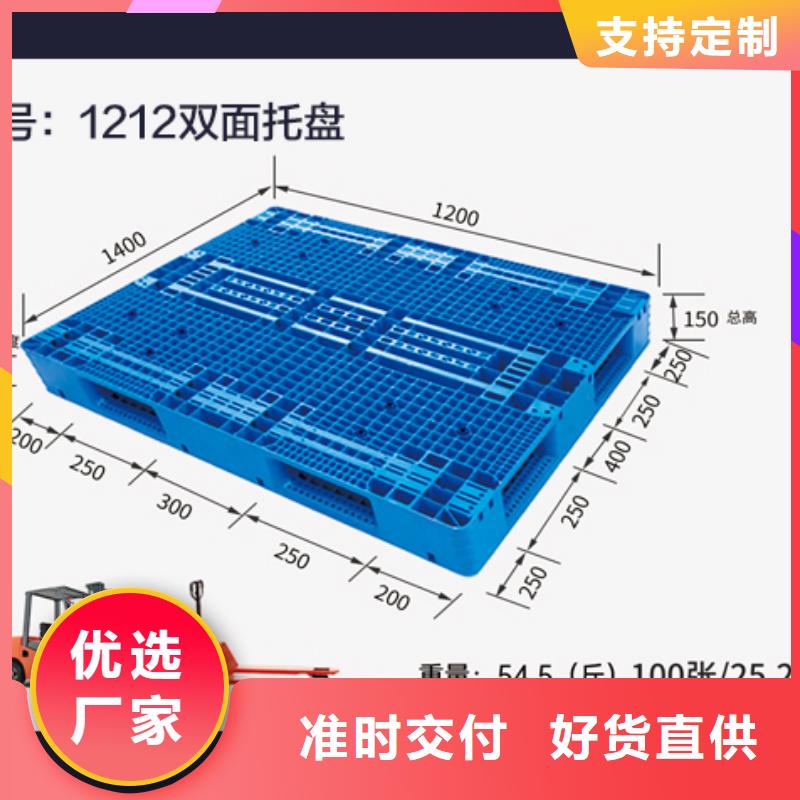
以下是:脚踏板托盘厂家的图文介绍
赛普塑料制品有限公司始终坚持“创新务实,追求卓越,诚信守约,用户至上;以质量求生存,以科技求发展”的经营理念。秉承“员工与企业共成长,企业与合作伙伴共同发展”的指导思想。以科学的管理为基础,以的人才为支撑,以不断创新的激情为动力,以打造的“赛普塑料制品有限公司”品牌为己任,企业形象,创造出更好的 黑龙江齐齐哈尔塑胶栈板产品。



目前发达 塑料托盘的占有量为总量的40%左右,即使达到这一个数字的一半左右,中国未来塑料托盘的需求量也将达到200万只,这就预示着塑料托盘在中国市场发展潜力巨大。



塑料托盘的制作流程
其特征在于该方法包括以下步骤:
以高密度聚乙烯和高密度聚丙烯为原料,分别将两种原料粉碎成粒度为2~6毫米的颗粒,清洗后在100~120℃烘干2~4小时,得到干燥固体原料;
将上述两种干燥固体原料混合,混合比例为:再生高密度聚乙烯占原料总重的重量百分比为10~30,全新高密度聚丙烯占原料总重的重量百分比为90~70,得到原料混合物,在原料混合物中分别加入占原料混合物重量百分比为2~6的弹性体增韧剂、占原料混合物重量百分比为0.5~3的交联剂、占原料混合物重量百分比为0.5~2的流动助剂以及占原料混合物重量百分比为0.5~0.6的有机颜料,混合均匀,得到混合物;
使上述混合物在2万克至4万克的注塑机中,经柱塞料筒中100℃~220℃反应后注塑成型,模具温度为20~50℃,注射压力为80~140MPa,保压压力为注射压力的30%~60%,背压为5~20MPa,得到塑料托盘。


