


想要深入了解20cr精密光亮管加工产品的各项功能和特点吗?我们为您呈现的产品视频将为您揭开产品的神秘面纱。请您抽出宝贵时间观看,相信会给您带来满满的惊喜和收获。
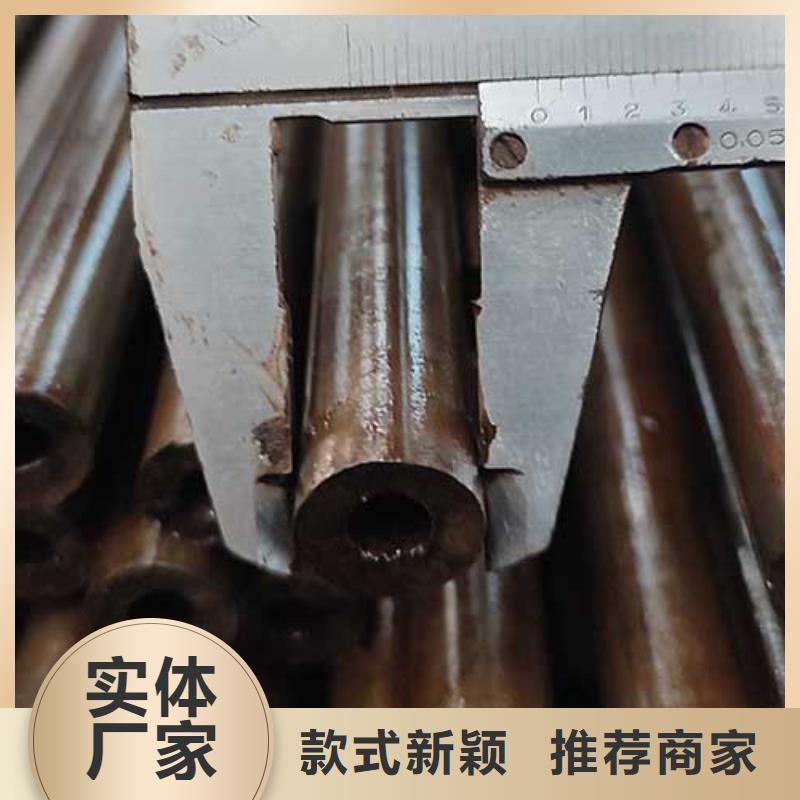
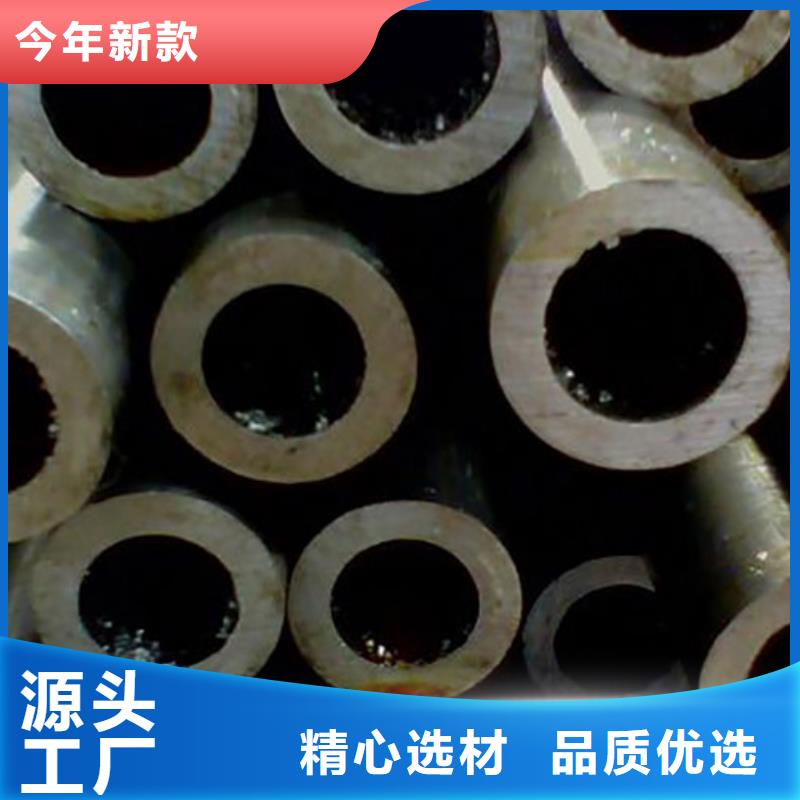
以下是:20cr精密光亮管加工的图文介绍

泉州不锈钢管
恒永兴金属材料销售
有限公司
严选好货今日新品

泉州不锈钢管的详细介绍
靠谱商家经济实惠

很多朋友在使用精密钢管时会发现,钢管的表面有出现S形弯的情况,那么引起钢管出现S形弯的原因都有哪些呢?下面小编来为大家详细的介绍下。1、精密钢管穿孔管坯过长,为了顶头提高寿命,将内冷却水增大,但是毛管产生螺旋阴阳面,毛管表面红黑两种明显温度,就是产生螺旋外径大小。 在冷拔精轧机加工时,由于毛管表面温度红黑存在,钢性硬度不一致, 所在金属延伸时,产生不同步,黑色的壁厚厚,红包壁厚薄,黑色的外径小,红色的外径大。-般穿钢管下料09-1.0米,这样顶头内冷却水控制小点,有利毛管表面不容易阴阳面。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。4、精密钢管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。5、精密钢管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。





感谢您对恒永兴金属材料销售 有限公司的信赖,当您进入这个页面时,您已成为我们尊贵的客户。欢迎您来到美丽的 福建泉州不锈钢管之乡——福建泉州,我们都在这里为您静静的守候!您可以通过以下文章详细了解 福建泉州不锈钢管参数、价格、图片、视频等资料。





