


想要更直观地了解8K镜面不锈钢板诚信厂家-品质保障产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:8K镜面不锈钢板诚信厂家-品质保障的图文介绍
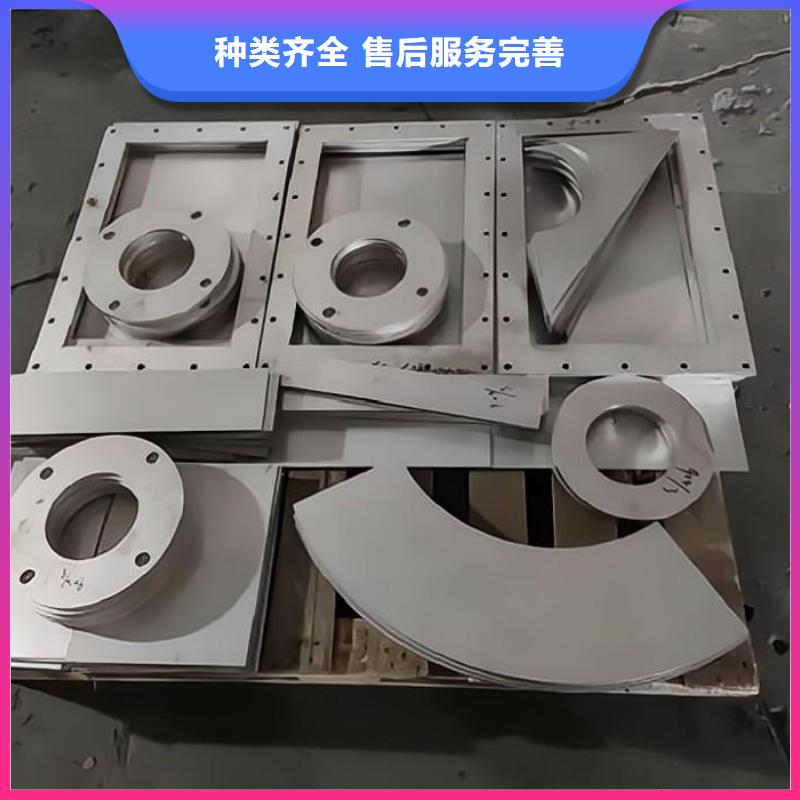
昌盛源金属有限公司是一家专业从事 西藏日喀则201不锈钢生产的企业,公司经过十多年的发展,从研发到生产加工集中了一批经验丰富,技术过硬的科研、生产和管理团队。公司以“质量di yi,用户至上,优质服务,信守合同”的宗旨。凭借着高质量的产品,严谨的保密制度,良好的信誉,优质的服务和低廉的价格畅销全国,竭诚与国内外商家双赢合作,共同发展,共创辉煌!热诚欢迎各界朋友前来参观、考察、洽谈业务。


华尔网1Cr18Ni12Mo3Ti,华尔网0Cr18Ni12Mo3Ti和华尔网00Cr19Ni13Mo3这四种含氮奥氏体不锈钢均是在其各自的不含氮钢种的基础上发展起来的。它们既保留了原来各相应不含氮钢种的耐蚀性特点,同时由于氮的强化作用提高了强度和加工硬化倾向,而塑性、韧性仍然维持很高的水平。另外,氮的加入也进一步改善在某些方面的耐蚀性,特别是耐点腐蚀、缝隙腐蚀和晶间腐蚀性能。这些钢可用在各相应不含氮钢的应用场合,同时可承受更重的负荷,因而可减少材料消耗。从实用角度上讲,目前重要的是0Cr19Ni9N和00Cr17Ni13Mo2N两种。0Cr19Ni9N钢主要用于要求一定耐蚀性和较高强度或减轻重量的设备及构件,比如飞机和宇航器中的部件与装置,海水设备中泵、阀以及船舶的轴与推进器等。00Cr17Ni13Mo2N钢主要用于化工、化肥(特别是尿素生产)装置中的高压设备和管线,如合成塔、反应器和容器有关设备。



华尔网奥氏体不锈钢的基本组织形态 铁、铬和镍是铬镍奥氏体华尔网不锈钢的三大基础元素,通过主要合金元素和镍的合理搭配,铁-铬-镍三元系和在该三元系基础上加入其他元素构成的合金可以在室温下仍然维持奥氏体基体。另外,加入适量锰和氮,同时将镍含量降低乃至完全取消,也能保持合金基体在室温下呈完全奥氏体组织。但是,随着铬、镍和锰含量的变化和其他元素的加入,以及受热处理或冷变形的影响,在奥氏体基体上还会产生其他相,相应地合金的性能也会发生变化。在奥氏体华尔网不锈钢中经常出现的有以下三类。 (1)奥氏体(γ相)的同素异性体:α相(铁素体)、α′相(体心立方的马氏体)和ε相(密集六方的马氏体); (2)碳化物和氮化物:主要是M23C6,MC,M6C和M7C3型碳化物与Cr2N及Ti(CN)等; (3)金属间相:也称金属间化合物,主要有б相、χ相和Laves相等。


70年代以来,我国不锈钢材料研究工作的其它重要进展有:研制了华尔网高强度和超高强度的华尔网马氏体时效不锈钢并投入工业试制与应用;采用真空感应炉、真空电子束炉和真空自耗炉冶炼并批量生产了C+N≤150-250ppm的高纯铁素体华尔网不锈钢00Cr18Mo2、00Cr26Mo1和00Cr30Mo2;含Mo量≥4.5%的高Mo和高Mo含N的Cr-Ni奥氏体不锈钢,例如研制成功00Cr20Ni25Mo4.5Cu、00Cr18Ni18Mo5(N)、00Cr25Ni25Mo5N等并在化工、石化和海洋开发中获得了应用;在解决浓硝酸腐蚀和固溶态晶间腐蚀方面,研制了00Cr25Ni20Nb和几种超低碳高硅不锈钢,80年代以来,超低碳并对钢中磷含量和α相量严加控制的尿素级华尔网不锈钢00Cr18Ni14Mo2和00Cr25Ni22Mo2N两种牌号研制完成,它们的板、管、棒材、锻件以及焊接材料均在大中型尿素工业中得到了应用,取得了满意的结果;由于一些特殊钢厂陆续建成冶炼不锈钢的炉外精炼设备,例如AOD(氩氧精炼炉)、VOD(真空氧精炼炉)等并已投产,我国不锈钢的冶炼技术上了一个新台阶。它不仅使低碳、超低碳不锈钢的生产变得轻而易举,而且使不锈钢的内在质量提高,成本降低。由于含Ti的18-8型Cr-Ni奥氏体钢存在一系列缺点,美、日等工业先进 早在60年代便已经实现了由含Ti不锈钢到普遍采用低碳、超低碳不锈钢的过渡,而我国是在1985—1990年间才大力进行低碳、超低碳不锈钢的开发、生产与应用,取得了一些可喜的进展,例如1988年底我国低碳、超低碳18-8型不锈钢产量已占我国不锈钢产量的10%左右。但与不锈钢板生产、应用的先进 相比(例如日、美等国含Ti的18-8型Cr-Ni钢仅占不锈钢产量的1.5%左右),还存在着很大的差距。80年代,我国还开展了控氮(N 0.05%—0.10%)和氮合金化(N>0.10%)Cr-Ni奥氏体不锈钢的研制工作。试验表明,氮在Cr-Ni奥氏体不锈钢和双相不锈钢中是一种无价且非常有益的合金元素。对氮的强化作用,降低钢的晶间腐蚀敏感性,改善钢的耐蚀性,特别是改善钢的耐点蚀等方面的机制,正在进行深入的研究工作。几种控氮和氮合金化的Cr-Ni奥氏体不锈钢已结合工程需要投入了批量生产和应用。



华尔网不锈钢板在焊接过程中的注意事项 1.采用垂直外特征的电源,直流时采用正极性(焊丝接负极)。 2.一般适合于6mm以下薄钢管的焊接,具有焊缝成型美不雅,焊接变形量小的特点。 3.庇护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。 4.钨极从气体喷嘴凸起的长度,以4~5mm为佳,,在角焊等掩蔽性差的处所是2~3mm,在开槽深的处所是5~6mm,喷嘴至工作的距离一般不跨越5mm。 5.为防止焊接气孔之呈现,焊接部位若有铁锈、油污等务必清理清洁。 6.焊接电弧长度,焊接通俗钢时,以2~4mm为佳,而焊接 不锈钢板时,以~3mm为佳,过长则庇护结果欠好。 7.对接打底时,为防止底层焊道的后背被氧化,后背也需要实施气体庇护。 8.为使氩气很好地庇护焊接熔池,和便于施焊操作,钨极中间线与焊接处工件一般应连结80~85°角,填充焊丝与工件概况夹角应尽可能地小,一般为0°摆布。 9.防风与换气。有风的处所,务请采纳挡网的办法,而在室内则应采纳恰当的换气办法。

