

无需长篇大论,观看结构用钢管价格视频,让你瞬间爱上我们的产品。
以下是:结构用钢管价格的图文介绍
亚电物资有限公司引进先进的 上海GR15轴承专用管技术,性能更稳定,用拥有领先的制造和检测设备, 上海GR15轴承专用管生产效率更高。


尺寸精度高和表面光洁度好的小口径无缝管生产方法
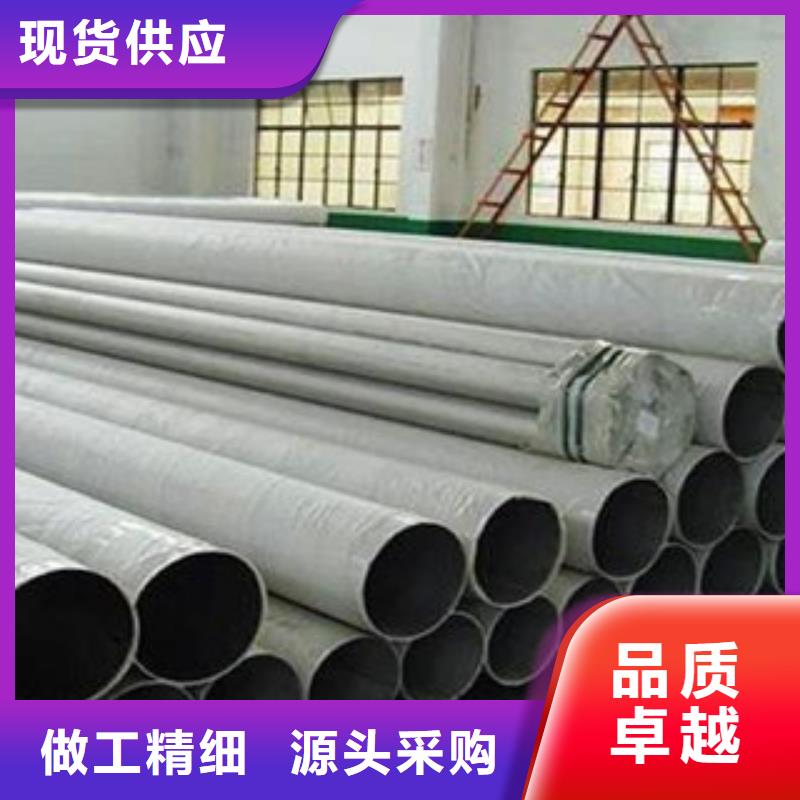
小口径精密管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的小口径无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 小口径无缝管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动
轧管机组上生产, 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行, 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。
小口径精密管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的小口径无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。 小口径无缝管按生产方法不同可分为热轧管 、冷轧管 、冷拔管 、挤压管等, 热轧无缝管一般在自动
轧管机组上生产, 实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行,小口径无缝管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行, 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。



据不完全统计,我国现有45号精密管生产企业约240多家,精密管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 精密管分热轧和冷轧(拨)精密管两类。


20#精密钢管在加工的过程中要不断的进行折弯,但是由于折弯性要求钢管必须非常柔软,我们20#精密钢管厂会在20#精密钢管生产的过程中加入适当的氧化钠,这种化学物品就是对钢管之类的管子在退火的时候帮助弯曲,增加柔韧和灵活性。这样退货完成,才能进行机器折弯。但是折弯操作也是要分时候的, 在温度比较高的中午进行。那么具体的我们大家可以看一下介绍!
,20#精密钢管如何进行切断
1.20#精密钢管切断以及冲压:由于20#精密钢管比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化, 采用等离子或激光切断。
2.当不得不采用气割或电弧切断时,20#精密钢管加工焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用20#精密钢管刷。
20#精密钢管如何进行折弯处理
第二,20#精密钢管怎样进行折弯
1.焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗。 对热影响区进行折弯以及必要进行热处理。 20#精密钢管加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,
2.厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯。
,20#精密钢管如何进行切断
1.20#精密钢管切断以及冲压:由于20#精密钢管比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化, 采用等离子或激光切断。
2.当不得不采用气割或电弧切断时,20#精密钢管加工焊接之前应彻底除掉有害于焊接的锈 、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用20#精密钢管刷。
20#精密钢管如何进行折弯处理
第二,20#精密钢管怎样进行折弯
1.焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗。 对热影响区进行折弯以及必要进行热处理。 20#精密钢管加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小 2倍板厚的,
2.厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯。



